感应加热器的工作原理和工作原理
感应加热器的工作原理在于通过在其中感应出的闭合涡流来加热导电金属工件。
涡流是当实心线被交变磁场穿透时,由于电磁感应现象而在实心线中产生的电流。能量被用来产生这些电流,这些电流被转化为热量并加热电线。
为了减少这些损耗并消除发热,使用分层导线代替实心导线,其中各个层由绝缘层隔开。这种隔离防止了大的封闭涡流的发生,并减少了维持它们的能量损失。出于这些原因,变压器铁芯、发电机的电枢等都由薄钢板制成,并通过一层层清漆相互绝缘。
感应加热器中的电感器是一种交流线圈,旨在产生高频交变电磁场。
交变高频磁场又作用于导电材料,在其中产生高密度闭合电流,从而加热工件直至其熔化。这种现象早已为人所知,并且自迈克尔法拉第时代以来就得到了解释,他描述了 电磁感应现象 回到1931年
随时间变化的磁场在导体中感应交变电动势,该电动势与其力线相交。这样的电线通常可以是变压器绕组、变压器铁芯或某种金属的实心片。
如果在线圈中感应出电动势,则产生变压器或接收器,如果直接在磁路或短路中,则产生磁路或线圈的感应加热。
例如,在设计不良的变压器中, 通过傅科电流加热核心 显然是有害的,但在感应加热器中,这种现象很有用。
从负载的性质来看,内部加热导电部分的感应加热器就像一个短路了一匝次级绕组的变压器。由于工件内部的电阻非常小,即使是很小的感应涡电场也足以产生高密度电流,从而产生热效应(参见图 1)。 焦耳-楞次定律) 会非常有表现力和实用性。
1900年瑞典出现了第一台这种类型的槽钢炉,它通入频率为50-60赫兹的电流,用来熔化槽钢,金属被送入以短链旋转方式排列的坩埚中变压器的次级绕组。效率问题当然存在,因为效率低于 50%。
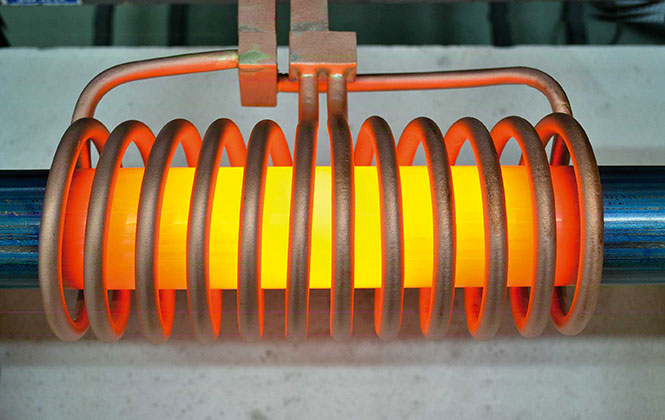
今天,感应加热器是一种无线变压器,由一圈或多圈相对较厚的铜管组成,主动冷却系统的冷却剂通过泵泵送通过该铜管。根据被处理样品的参数,将频率为几千赫兹到几兆赫兹的交流电施加到管的导电体,如电感器。
事实上,在高频下,涡流从被涡流本身加热的样品中移开,因为该涡流的磁场将产生的电流移向表面。
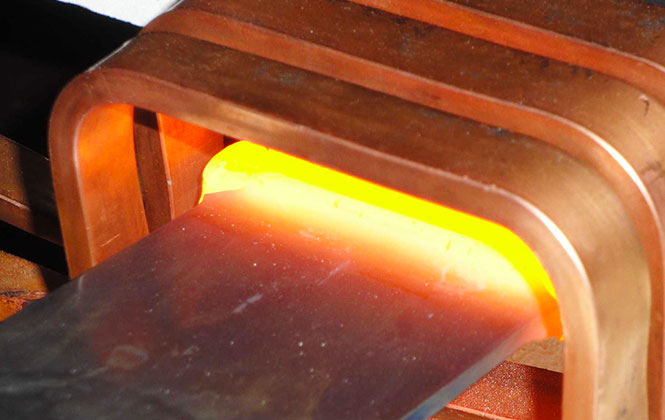
这表现为 皮肤效应,当最大电流密度是工件表面落在薄层上的结果,频率越高,被加热材料的电阻越低,壳层越薄。
例如,对于铜,在 2 MHz 时,皮肤只有四分之一毫米!这意味着铜坯的内层不是通过涡流直接加热,而是通过其薄外层的热传导加热。然而,该技术的效率足以快速加热或熔化几乎任何导电材料。
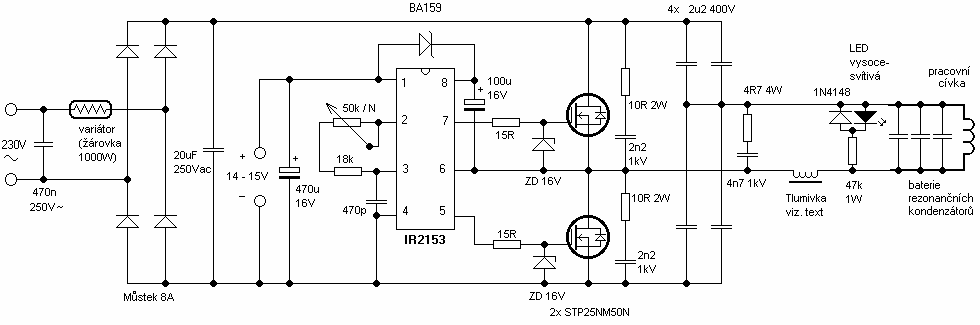
正在建造现代感应加热器 基于振荡电路 (线圈电感器和电容器)由包含的谐振逆变器供电 IGBT 或 MOSFET — 晶体管允许实现高达 300 kHz 的工作频率。
对于更高的频率,使用真空管,可以达到 50 MHz 或更高的频率,例如,对于熔化珠宝,需要相当高的频率,因为零件的尺寸非常小。
为了提高工作电路的品质因数,他们采用以下两种方法之一:增加频率或通过在其结构中添加铁磁插入件来增加电路的电感。
工业上也使用高频电场进行介电加热。与感应加热的区别在于使用的电流频率(感应加热高达 500 kHz,电介质加热超过 1000 kHz)。在这种情况下,重要的是要加热的物质不能很好地导电,即。是电介质。
该方法的优点是直接在物质内部产生热量。在这种情况下,导电性差的物质会从内部迅速升温。有关更多详细信息,请参见此处: 高频介电加热方法的基本物理基础