焊接电源参数
 焊接电流源必须保证电弧的稳定燃烧、焊接方式的稳定和装置的安全维护。通过正确选择电源参数来满足这些要求:空载电压、外部特性、焊接电流调节方法。
焊接电流源必须保证电弧的稳定燃烧、焊接方式的稳定和装置的安全维护。通过正确选择电源参数来满足这些要求:空载电压、外部特性、焊接电流调节方法。
开路电压的选择基于可靠的电弧放电和使用安全性。提高电压更容易引弧,但同时也增加了焊工受伤的危险。此外,交流电源(焊接变压器)的开路电压升高,导致励磁电流增大,cosφ减小。
引弧电压交流为50—55V,因此开路电压不能低于此值。 U® 值的上限受安全条件限制,为 60 — 75 V,对于 2000 A 焊接变压器不应超过 90 V。直流电弧发生在较低的电压下,大约 30 - 40 V。直流电源电流的开路电压在 45 - 90 V 范围内。
电气产品(装置)的外部特性——电气产品(装置)端子处的电压对流经连接到这些端子的负载的电流的依赖性。 (GOST 18311-80)。
焊接电源的一个外部特性是其输出端子 Un 上的电压依赖于 安培数 加载

根据这种依赖性的性质,外部特征可以是(图 1):
1)跌倒,
2)困难,
3)增加。
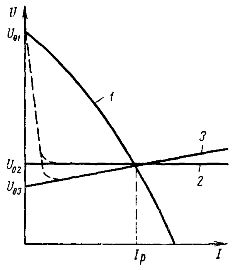
米。 1、电弧电源外特性类型:1——下降,2——稳定,3——上升。
电弧和电源组成一个系统,如果电流强度的随机变化随时间减小,则系统将处于稳定平衡状态,即系统将回到初始状态。
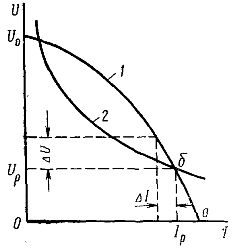
静态模式稳定的条件简化为电压相对于电流的导数与电弧的静态特性和工作点的电源之间的差异为正
如果具有下降电弧特性,则电源的外部特性将更多地下降并且具有上升电弧特性,则电源的外部特性将更少上升,则满足条件。
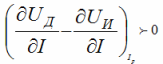
图2为电源1和电弧2的组合压降特性,在电极接触工件的瞬间,短路电流流过a点对应的焊接回路。当电极撤出时,产生电弧,电压沿曲线1增加到b点,对应电弧稳定燃烧。
米。 2. 结合外部电源特性(1)和电弧电流-电压特性(2)。
下降外特性用于手焊机,在改变电弧长度时需要保证电弧的稳定性和焊接电流变化小。由于电弧长度变化一定量 ΔU(图 2)导致的电压变化导致焊接电流轻微变化 ΔAz。
下降外特性提供短路电流的小倍数,不应超过 1.4。在高短路电流下,电源会经历较大的过载,并且由于金属飞溅而导致焊接质量和使用安全性下降。
具有固态和递增特性的源用于埋弧焊和保护气体(氩气、二氧化碳)。
在大多数情况下,电源的下降外特性更为合适。在焊接电源中,它是由电源本身或焊接电路中包含的单独电阻中的电压降产生的。
在一般情况下,外部特征方程是非线性的,具有以下形式
式中 Uo——电源的开路电压,zd——电源加上附加电阻的总等效电阻,Azd——电弧电流。

焊接不同厚度的零件时需要调节焊接电流。为此,电源配备了用于逐步或平滑调整焊接电流的装置,这提供了在不同特性下运行的可能性(图 3)。
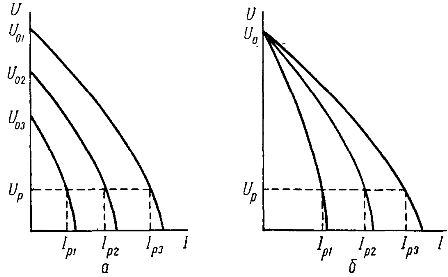
米。 3、调整焊接电流时电弧能源的外特性:a——通过改变开路电压Uo,b——改变等效电阻ze。
周期模式下工作的焊接电源的工作模式的特点是 PR 的相对持续时间,它是整个工作循环持续时间中负载下连续运行时间的一部分。
PR 通常以百分比表示
式中 τp——负载下连续运行时间,τn——暂停时间,τc 为工作循环时间。
如果电源在休息期间从网络断开,他们不会谈论 PR 的持续时间,而是 PV 激活的持续时间,这与运行持续时间 (PR) 的确定方式相同。
PR 的相对持续时间是电源的护照参数,在选择电源及其操作时必须考虑到这一点。超过相对于护照的 PR 会导致焊接设备过热和损坏。
当电源在额定模式下工作时,允许电流由比率决定
其中索引 «n» 指的是标称参数,而 «d» 指的是实际模式参数。在连续模式下 PR = 100%。