焊接发电机
 焊接发电机是焊接转换器和焊接单元的一部分。
焊接发电机是焊接转换器和焊接单元的一部分。
一种焊接变流器,包括驱动三相电动机、直流焊接发电机和焊接电流控制装置。
一种焊机,包括内燃机、直流焊接发电机和焊接电流控制装置。
焊接发电机 它们按歧管和阀门设计以及自励和独立励磁发电机的工作原理划分。
用于电焊转炉的独立励磁集电极焊发电机,我国已于20世纪90年代停产,但部分单位仍在运行。
其他类型的发电机目前是焊机的一部分。
焊接用集电发电机
集电发电机是直流电机,包含一个带有磁极和绕组的定子,以及一个带有绕组的转子,转子的末端通向集电板。
当转子旋转时,其绕组的匝数穿过磁场的力线并在其中 电磁场诱导.
石墨刷与集电板进行活动接触。机器的电刷位于收集器的电气(几何)中性点上,其中 EMF 会改变其方向。如果将电刷从中性线移开,发电机的电压将降低,线圈的切换将在电压下发生,这在负载下的焊接发电机中会导致集电器因电弧而迅速熔化。
焊接发电机电刷上的电动势是成正比的 磁通量由磁极 E2 = cF 产生,其中 F 是磁通量; c 是发电机的常数,由其设计决定,并取决于极对数、电枢绕组的匝数、电枢的旋转速度。
发电机带载输出电压U2=E2—JсвRr,式中U2——发电机带载输出端电压; Jw——焊接电流; Rg 是发电机中电枢部分和电刷触点的总电阻。
因此,这种发电机的外部静态特性略有下降。为了在集热发电机中获得急剧下降的外部静态特性,应用了机器内部退磁的原理,该原理由定子退磁线圈提供。如果需要获得刚性的外部静态特性,则使用磁化定子绕组。
带消磁线圈的自激焊接发电机
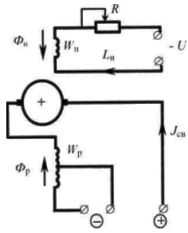
米。图 1 带独立励磁和退磁线圈的焊接发电机示意图
这种发电机的一个显着特点是两个磁线圈位于磁极上。一个(充磁)由外部电源(独立励磁)供电,而另一个(退磁)用于焊接电流。
消磁线圈作为与电弧串联的电阻,提供发电机的下垂特性,分流时分步调节电流。
运行中消磁线圈的所有匝都包含在低电流阶段,部分匝包含在高电流阶段。
 焊接电流的平滑调节是通过改变开路电压来实现的,为此在线圈磁化电路中使用了变阻器R。电阻 R 的增加导致磁化电流的减少,磁化磁通 Fn 的减少,发电机的开路电压,最终导致焊接电流的减少。
焊接电流的平滑调节是通过改变开路电压来实现的,为此在线圈磁化电路中使用了变阻器R。电阻 R 的增加导致磁化电流的减少,磁化磁通 Fn 的减少,发电机的开路电压,最终导致焊接电流的减少。
发电机仅在沿一个方向旋转时提供下降的外部静态特性,如外壳上的箭头所示。对于焊接转换器,有必要在怠速焊接之前检查电动机的正确旋转方向。
带消磁线圈的自启动焊接发电机
这种类型的发电机之间的主要区别在于磁场线圈不是由外部电源供电,而是由发电机本身供电。因此,它们被称为自激发电机。
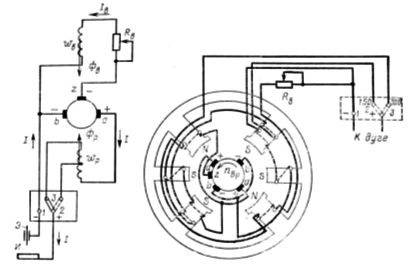
米。 2. 四极自激发电机磁系示意图及布置
在集电焊发电机中,除了主极和线圈外,还有两个附加极,在这两个附加极上沿匝放置一个附加串联线圈。这对于补偿电枢反应产生的磁通量以及在负载变化时保持机器的电中性位置是必要的。
自激式发电机要正常工作,要求施加在励磁线圈上的电压在焊接过程中不发生变化,即不依赖于焊接模式。为此,发电机中安装了第三个附加电刷,位于两个主电刷之间。
结果证明,为磁化线圈提供的电压与焊接电流无关。发电机的下降特性是由于退磁线圈的退磁作用而提供的,它发生在极的后半部分。
 自激焊发电机的一个特点是只有当电枢沿定子端盖上箭头所指的一个方向旋转时才能启动。这是因为发电机在启动时的初始励磁是由于磁极的剩余磁化。
自激焊发电机的一个特点是只有当电枢沿定子端盖上箭头所指的一个方向旋转时才能启动。这是因为发电机在启动时的初始励磁是由于磁极的剩余磁化。
当电枢反向旋转时,励磁线圈中会流过反向电流,励磁线圈在某一时刻随着磁场的增加而补偿磁极的剩磁,即两极下方的总磁通量将为零。在这种情况下,为了对发电机进行励磁,需要将励磁线圈临时接入一个独立的直流电源。
阀门焊接发电机
这种类型的焊接发电机出现在20世纪70年代中期,随着功率硅阀的生产发展。在这些发电机中,校正电流而不是集电极的功能是由半导体整流器执行的,发电机的交流电压被提供给半导体整流器。
在焊接装置中,使用三种类型的交流发电机结构的发电机:感应式、同步式和异步式。在俄罗斯,焊接设备生产有自励磁、独立励磁和混合感应励磁发电机。
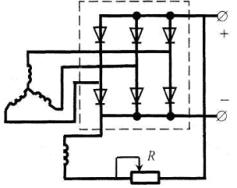
米。 3. 自激阀发生器原理图
在感应发电机中,固定励磁线圈由直流供电,但它产生的磁通量本质上是可变的。当转子和定子齿重合时它最大,当磁通路径中的磁阻最小时,当转子和定子腔重合时它最小。因此,由该磁通感应的电动势也是可变的。
三个偏移120°的工作绕组位于定子上,因此在发电机输出端产生三相交流电压。发电机的下降特性是由于发电机本身的电感电阻大而获得的。励磁电路中的变阻器用于平滑调节焊接电流。
没有滑动触点(在电刷和收集器之间)使该发电机在运行中更加可靠。此外,它比集热发电机具有更高的效率、更轻的重量和尺寸。
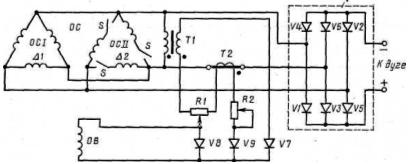
米。 4. GD-312型自励阀式焊接发电机示意图
为确保空载运行,励磁线圈由电压互感器供电,短路模式下由电流互感器供电。在负载模式下 - 焊接 - 将与输出电压部分成正比并与电流成正比的混合控制信号施加到励磁线圈。阀门发生器以 GD-312 品牌制造,作为 ADB 块的一部分用于手工金属焊接。
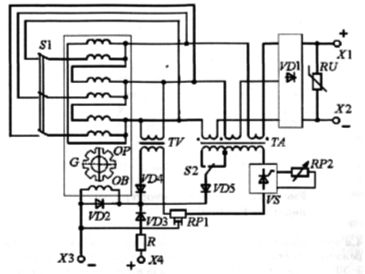
米。 5、电焊发电机GD-4006原理图
在俄罗斯,生产了几种设计的多工位装置,其工位数量从 2 倍到 4 倍不等。市场上有多种焊接或焊接和等离子切割方法的通用装置。特别是 ADDU-4001PR 模块。
人工 VSH 单元 ADDU-4001PR 的形成由具有微处理器控制的晶闸管电源单元提供。在 Vantage 500 装置等装置中使用变频电源装置提供了更广泛的技术可能性。