电磁研磨盘
 电磁盘广泛应用于平面磨床。放置在这些板上的待加工钢制零件在加工过程中通过板的磁吸力固定在适当的位置。电磁夹具比钳夹具优势。包括电流在内,您可以立即修复位于板材表面的许多零件。
电磁盘广泛应用于平面磨床。放置在这些板上的待加工钢制零件在加工过程中通过板的磁吸力固定在适当的位置。电磁夹具比钳夹具优势。包括电流在内,您可以立即修复位于板材表面的许多零件。
采用电磁夹紧,由于工件在加工过程中受热不会横向压缩,可以自由膨胀,因此可以达到更高的加工精度。使用电磁夹紧,可以从端部和侧面加工零件。
然而,电磁夹紧不能提供与使用凸轮夹紧一样大的力。在电磁板线圈的电源紧急中断的情况下,该部分从其表面撕下。因此,电磁板不用于高切削力。此外,在电磁板上加工的钢制零件通常会保留剩磁。
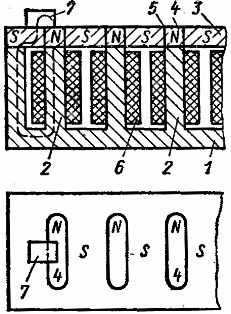
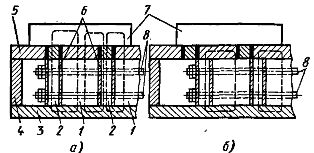
电磁板(图1)有一个由低碳钢制成的本体1,其底部设有极柱2的突起。盖板3置于其上,位于极柱上方的部分4由中间层隔开。 5 非磁性材料(铅锑合金、锡合金、青铜等)。
当直流电流过线圈6时,非磁性中间层包围的罩(镜)外表面各段为一极(如北极);板块表面的其余部分 - 与另一极(例如,南极)。处处与非磁性中间层重叠的加工部分7关闭磁极2之一的磁通量,因此被吸引到板的表面。
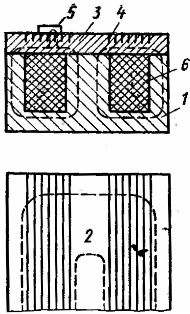
为了固定小细节,理想的是杆2之间的距离尽可能小。然而,这很难实现,因为两个线圈6的匝数必须放在磁极之间,因此,使用带有填充非磁性材料的通道的电磁板来固定小零件(图2)。
这块板只有一个线圈2。板体1上覆盖着一层厚钢盖3,上面有密密麻麻的非磁性凹槽4。当一个小工件5放在坯料5上时,板坯5上的部分磁通量线圈将通过凹槽下方的盖子 3 闭合,其中一部分绕着部分 5 覆盖的非磁性凹槽弯曲,将穿过工件,确保其吸力。由于只有部分磁通量通过零件,因此这些板的吸引力低于带层板的吸引力。
除了设计用于往复运动的电磁板外,旋转电磁板,通常称为电磁台,被广泛使用。
米。 1、电磁炉
米。 2. 小零件用电磁板
米。 3.工作台固定电磁铁
米。 4.打开电磁炉
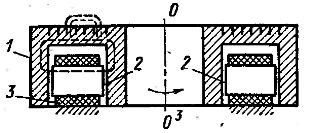
带有固定电磁铁的工作台也用于工业(图 3)。工作台主体 1 在位于圆周周围的固定电磁铁 2 上方旋转。当直流电流过线圈3时,磁通闭合(如图3虚线所示),保证了零件的吸合。
这种类型的电磁工作台,除了沿同心圆的非磁性通道外,还具有贯穿径向的非磁性中间层,这些中间层将工作台主体及其工作表面分成多个扇区,每个扇区之间没有磁性连接其他。如果电磁体2没有位于整个圆周上,那么在这样的工作台上会形成一个扇区,部件不会固定在该扇区上并且可以很容易地移除。带有固定电磁铁的工作台放置在由非磁性材料(通常是青铜)制成的环形导轨上。这消除了关闭电磁铁下的磁通的可能性。
电磁板的吸引力在很大程度上取决于固定部分的材料和尺寸、其表面上的零件数量、零件在板上的位置以及板的设计:电磁板的吸引力在以下方面有所不同20-130 牛/平方厘米(2-13 千克力/平方厘米)。
电磁炉工作时升温,关机时降温。这会导致空气通过任何泄漏处移动,因此水分会在台面内凝结。因此,在电磁灶的设计中,重要的是确保电磁灶的线圈免受冷却液的影响。为此,板的内腔用沥青浇注。
给电磁炉供电,使用电压为24、48、110和220V的直流电。最常用的是110V的电流。用交流电给电磁炉供电是不可接受的,因为它的去磁力强,涡流的热效应。
电磁板的各个极的线圈通常串联连接。它们较少用于从串联切换到并联,使用 110 V 并联线圈和 220 V 串联。电磁炉消耗的功率为100-300瓦。硒整流器通常用作电磁炉的电源。整流器套件包括变压器、保险丝和开关。
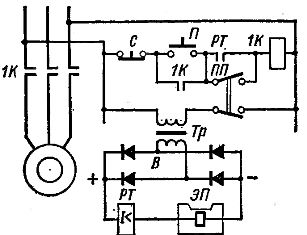
开启电磁板的方案如图3所示。 4、如果PP开关在图中所示位置,工作台驱动(必要时还可以进行圆周旋转)只有在电磁盘打开时才能启动。在这种情况下,电磁板EP的线圈从通过变压器Tr连接到电网的整流器B接收电力。
电流继电器RT的线圈与该线圈串联,其闭合触点与1K接触器的线圈串联。如果由于某种事故,电磁盘的电源中断,电流继电器 RT 及其触点将断开线圈 1K 的电路,工作台(通常是砂轮)的旋转电机转动离开。转动 PP 开关可以在没有铭牌的情况下启动电机。
在这种情况下,排除了电磁板线圈在关闭时绝缘被破坏的可能性。极板关断后的绕组电路通过整流器的臂保持闭合状态。
由于剩磁的存在,加工后的钢件往往很难从板上取下。为便于零件的拆卸,在加工结束后电磁盘的线圈中流过一个相反方向的小电流。通常使用橡胶护套中的特殊软线为短行程的板提供电流。
随着板在更大距离上的平移运动,使用铜轮胎,刷子在其上滑动。重型机器使用电车线。电流通过滑环提供给电磁块。
除了考虑的电磁紧固件外,还使用了板材 带永磁体…这些炊具不需要电源,因此在停电期间部件不会突然从炊具表面脱落。此外,永磁板在运行中更可靠。
米。 5.永磁电磁炉
米。 6.磁性装置
米。 7.除油剂
板(图 5,a)有一个外壳 4,外壳 4 里面是一包永磁体 2。在磁铁之间放置软铁棒 1,软铁棒 1 通过非磁性材料的垫片 6 与磁铁隔开。包装用黄铜螺栓 8 固定。它位于低碳钢制成的底座 3 上,顶部覆盖有同样由低碳钢制成的板 5。板5具有非磁性夹层,将其位于磁极上方的表面部分分开。板体4由硅亚胺或非磁性铸铁制成。放置在板5上的钢坯7被其下方的杆吸引。磁极的磁通量是闭合的,如图中虚线所示。 5、一个。
要从电磁板上取下零件,需要移动极组。在磁极的这个位置,它们的磁通量是闭合的,绕过第 7 部分(图 5,b 中的虚线)。在这种情况下,可以轻松移除该部件。使用图中未显示的偏心轮手动移动袋子。
板的内腔填充有粘性防腐油脂,可减少移动磁块所需的力。固定、旋转、正弦、标记、刮板和其他带有永磁体的板在工业上都有使用。
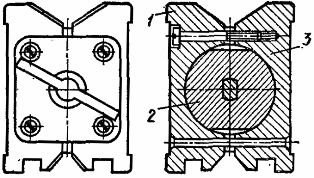
横钻辊磁性装置如图1所示。 6.如果永磁体2处于图所示位置。 6、零件固定,夹具拉到机器的钢台上。当磁铁2旋转90°时,磁通通过装置本体的钢制部件1、3闭合,该部件与装置的吸力停止。

米。 8 电磁盘打磨机
永磁设备还用作指示器支架、灯、冷却液配件、整流器等的基础。拆卸后,永磁装置需要在特殊安装中充磁。
具有这种磁体的板的特征在于高吸引力。铁氧体陶瓷永磁体用于铣床、刨床等机械。
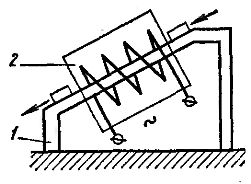
为了消除加工零件的剩磁,使用特殊的退磁机。退磁机如图所示。 7 用于对批量生产的零件(带滚珠轴承的环)进行消磁。零件在由非磁性材料制成的斜桥 1 上滑动。同时,它们在通有交流电的线圈2内部通过,并且由于交变场的磁化反转而失去剩磁。当移动部件远离线圈 2 时,场强减弱。这些设备直接安装在机器上。