油开关的分离组件和零件的修理
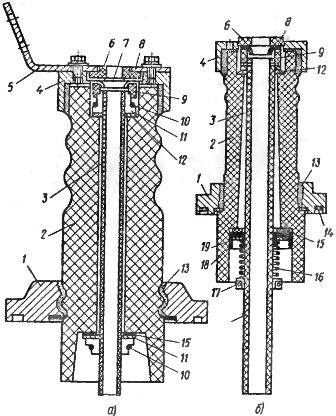
执行器维修(见图 1)。
 检查、清洁轴 2 和轴承 12。检查轴承是否有裂纹。清洁润滑孔 15. 轴的纵向行程不应超过 0.5 — 1 毫米。否则,将轴拆下进行维修。为此,预先将位于轴上的双臂杆 3 与传动杆和驱动装置拆下,并松开连接止动弹簧和杆的上耳的滚轮。拆下滚子,拧下螺母并拆下螺栓 14,将轴承固定到框架 1 上。
检查、清洁轴 2 和轴承 12。检查轴承是否有裂纹。清洁润滑孔 15. 轴的纵向行程不应超过 0.5 — 1 毫米。否则,将轴拆下进行维修。为此,预先将位于轴上的双臂杆 3 与传动杆和驱动装置拆下,并松开连接止动弹簧和杆的上耳的滚轮。拆下滚子,拧下螺母并拆下螺栓 14,将轴承固定到框架 1 上。
通过框架中的切口13,轴2与轴承一起被移除。从轴上拆下轴承,并将所需尺寸的垫圈 18 放在轴上。清洁轴键 17 和轴承。然后将轴与轴承组装在一起,并以相反的顺序安装。用探针检查轴肩与轴承端面间隙的大小,每个轴承应在0.5—1mm范围内。如果没有间隙,则需要松开螺栓14的螺母,并在机架和轴承之间垫上所需厚度的垫片。接下来,检查杠杆焊接到轴上的地方。不应有裂纹。中间杠杆上的缓冲止动滚轮应自由转动。
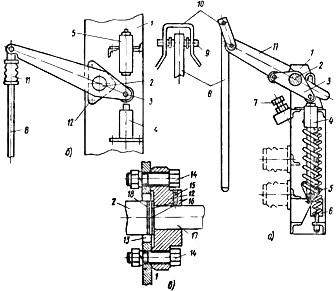
米。 1、执行器:a——断路器VMG-10,b——同上,VMG-133,c——轴承,1——机架,2——轴,3——双臂杠杆,4——油缓冲器,5——弹簧缓冲器,6 ——分闸弹簧,7——锁紧螺栓,8——动触头,9——轴,10——夹具,11——绝缘杆(瓷棒),12——轴承,13——安装轴的框架中的切口,14——带螺栓螺母和垫圈,15 — 润滑脂孔,16 — 垫圈,17 — 轴
有必要仔细检查和检查断路器VMG-10(图2)的缓冲器和分闸弹簧的状况。弹簧在焊接到耳朵的地方不应有裂纹,在弯曲的表面上,手柄不应有螺纹断裂。弹簧张力用螺母8调整。调整后的距离H用埋头螺母6固定。损坏的弹簧要更换。机构的摩擦部分用CIATIM-201润滑脂润滑。
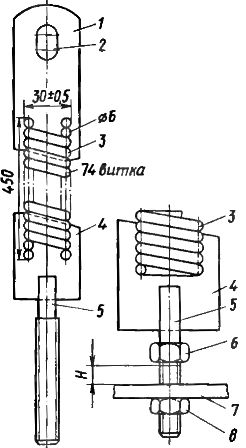 米。 2、断路器VMG-10的分闸弹簧:1——上挡块,2——连接轴孔,3——弹簧,4——下接线片,5——螺纹手柄,6——锁紧螺母,7——角部框架,8 — 张力螺母
米。 2、断路器VMG-10的分闸弹簧:1——上挡块,2——连接轴孔,3——弹簧,4——下接线片,5——螺纹手柄,6——锁紧螺母,7——角部框架,8 — 张力螺母
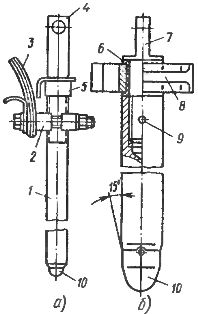
油缓冲器修复(见图 3)。
检查缓冲器活塞5的行程,用手作用在杆4上,将活塞压至最低位置,直至停在壳体7底部。活塞在弹簧6的作用下应上升到初始位置。如果缓冲器在运行中出现卡塞或其他异常情况,则将其拆解。拧下专用螺母3,拆下连杆、活塞和弹簧,将机油倒出。
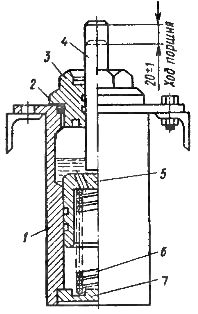
米。 3、VMG-10破碎锤油缓冲器:1—壳体,2—密封垫片,3—专用螺母,4—连杆,5—活塞,6—弹簧,7—壳体底部
所有部件都经过检查和清洁。锈蚀和不平整被打磨。
机油指示器 VMPP-10 的维修(图 4)。
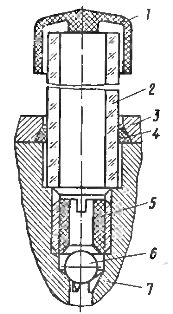
米。 4、压力表VMPP -10:1——帽盖,2——玻璃管,3——法兰,4——垫片,5——接头,b——球体,7——体
如果在放油时发现故障,则拆下压力表,拆下盖子 1、玻璃管 2 和垫圈 4,然后(对于 VMG-133)拆下杆和外壳中的通道 7被吹了。以相反的顺序组装油量指示器。在 VMG-10 开关中,制作了一个窗口而不是油量指示器。
衬套维修(图 5)。
为了检查和更换绝缘子的损坏部分,将其拆开。将支架固定到盖子 4 的螺栓被拧松,支架被移除。拆下垫圈 6 和衬套 8。松开半歧管 9 的螺栓(VMG-133),拆下半歧管。通过向上按压,拆下管子 3 并将套筒 8 与垫圈 15 和 19 分开。
拆下半环(半环)17和弹簧16,按相反顺序组装绝缘子。检查皮套8、18,应有足够的松紧度和弹力,检查对开片17的紧固情况。如果压力弹簧 16 的绕组相互压紧,则更换新的,因为在高电流下弹簧形成闭环,过热,这会导致胶木管 3 和袖口碳化。出于同样的原因,半隔离开关的夹紧螺钉必须由黄铜制成。
米。 5、开关用套管绝缘子:a——VMG -10,b——VMG -133,1——法兰,2——瓷绝缘子,3——胶木管,4——帽,5——电流夹,6——环(成型垫圈) , 7, 15 和 19 — 垫圈。 8—皮套,9—套筒,10—半环,11—弹簧圈,12—垫片,13—加强油灰,14—带密封垫片的法兰槽,16—弹簧,17—半环,18 — 底部皮革密封
对于 VMG-10 断路器,绝缘子拆卸程序类似。松开螺栓连接的绝缘子,拆下支架5,取出中间绝缘件——环6、垫圈7、套筒8、套筒9。拆下弹簧并拧紧10个半环,拆下橡胶垫圈5。更换磨损部件。然后以相反的顺序组装绝缘体。
修复绝缘棒和棒。
在检查过程中,要注意接线片与隔热体 VMG-133 帽的焊接状态。这些地方不能有裂缝。清洁钢筋的加强接头并涂上油漆以形成防潮膜。
将面积为 1.1 — 1.5 cm2 的碎瓷棒、套管或支撑绝缘子清洗干净,并涂上绝缘漆(电木)。如果切割面积较大,则更换绝缘体。绝缘臂和杆不得被漆面损坏。
修复灭弧室(图 6)。
在烟灰污染的情况下,工作表面上存在少量金属流动,隔板表面碳化,不会增加吹风通道的横截面,用细砂纸清洁这些表面就足够了,用变压器油冲洗并用抹布擦拭。拧紧牵引杆夹紧螺母并检查各个板之间是否没有间隙。翘曲和翘曲的板已被更换。
检查应该是纤维的底板 1。将纤维插入件的内径增加到 28-30 毫米(对于 VMG-10),将第一和第二槽之间的隔板开口增加到排气通道 3 毫米是不可接受的。有缺陷的部件被更换为新的。
米。 6、断路器VMG-10的灭弧室:1—纤维环,2—横向吹气通道,3—口袋,4—纤维环,5—带螺母的textolite连接
拧紧螺栓后,检查凸轮槽的高度,应符合出厂说明。
通过更换板恢复腔室时,必须:松开夹紧螺母 5,从拉拔器上取下所需数量的板,安装新板并按照之前安装的顺序放置拆下的板拆卸,然后拧紧夹紧螺母。在检查腔室隔板后,检查中心开口的突出边缘和不规则处,以便移动触点通过。应修整和去除毛刺和凸起的边缘。
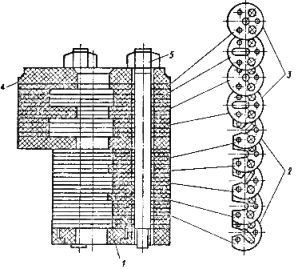
修复固定母触点(图 7)。
如果插座触点的薄片有熔化的或小的金属珠,清洁它们就足够了。薄片的尺寸与出厂尺寸的差异不应超过 0.5 毫米。去除薄片后,不应保留深度超过 0.5 毫米的空隙。建议用损坏较少的薄片更换损坏较多的薄片。如果存在坚固的空腔并且由于耐火衬里的燃烧,薄片将被更换。
电木环4不能有脱层和裂纹,否则将被更换,不能用金属环更换,大电流时会造成短路和过热。弹簧 6 必须没有裂缝和空隙。
插座触点的拆卸按以下顺序进行:
-
从环 4 上取下螺丝,
-
握住输出,取下环 4 直到弹簧 6 脱落,
-
拧下螺栓 7,将薄片与柔性连接件 8 和柔性连接件从插座底部断开,
-
拆下支撑环 3.
组装插座触头时,应注意在组装好的触头中,薄片安装时没有变形,并且相对于插座的轴线处于倾斜位置,在顶部相互接触。
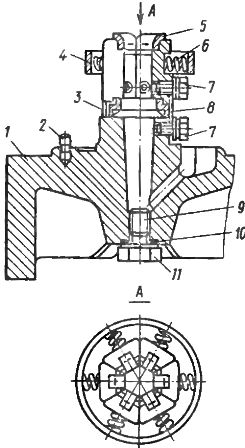
图7. VMG-10和VMPP-10开关的固定触点与插座:1—盖子,2—固定器,3—支撑环,4—环,5—薄片,6—弹簧,7—螺钉(螺栓),8 ——柔性连接,9——放油螺塞,10——垫片,11——放油螺栓。
检查板条上的弹簧压力并测量从插入插座的 22mm 铜棒中拉出插座所需的力。一个 0.5 公斤的圆盘连接到杆上,当套筒被提起时,它必须通过压缩板条上的弹簧来承受这个重量。
修复活动触点(见图 8)。
米。 8、动触头:a——开关VMG -10,b——同,VMPP -10,1——杆,2针座,3——软连接,4——带耳耳,5——锁紧螺母,6——套筒, 7 — 头部,8 — 导向块,9 — 销,10 — 尖端
更换活动触头的尖端 10 时,必须将新尖端完全拧入,使尖端与杆之间没有间隙。四个地方的接头必须密封严密。用光滑的滚筒滚动接头表面,研磨尖端。如果杆的铜部分严重损坏,后者将被更换为新的。
接触部分的修复。
在存在熔化、空隙、污垢和腐蚀的情况下,用汽油清洁接触表面并用锉刀涂抹,不要扭曲接触部分的轮廓。
镀锡镀锌或银触点部件只能擦拭。
罐内保温修复。
更换破裂的下部和上部绝缘筒。电木管不应有烧伤、分层和裂纹。烟尘污染用变压器油洗掉。如果出现划痕或烧伤,用蘸有纯航空汽油的棉签擦拭损坏区域,打磨并用风干清漆(Bakelite,Glyphtal)覆盖。
修理油开关后的动作
修理和更换有缺陷的零件后,按相反顺序组装开关。与 VMG-133 不同,VMG-10 开关更易于组装:一些元件(插座触点)从下方安装,其余元件从圆柱体顶部安装。 VMG-133插座触头顶部到灭弧室底部的距离为14-16mm。
如果间隙偏离要求值,则需要加装垫片或降低母触头支撑环的高度。对于 VMG-10,此间隙为 2-5 毫米,由直接测量确定。安装上绝缘筒时,检查绝缘筒和主筒上的孔是否对准。调整动触头行程,在“开”位置时,应进入VMG-10插座触头40°。 mm在自身重量的作用下如有必要,消除接触运动行程的痉挛。调整动触点的全行程,应等于210±5mm。
调整触点系统后,开关充满油(每个气缸最多 1.5 — 1.6 kg)。