什么是机器视觉,它如何提供帮助?
了解机器视觉的工作原理可以帮助您确定机器视觉是否解决了制造或加工中的特定应用问题。
人们通常不了解机器(计算机、人工)视觉可以为生产线或流程做什么,不能做什么。了解它的工作原理可以帮助人们决定它是否能解决应用程序中的问题。那么计算机视觉到底是什么,它是如何工作的呢?
人工视觉是一种现代技术,包括用于获取、处理和分析物理世界图像的工具,以创建可以由使用数字过程的机器解释和使用的信息。

人工视觉在工业中的应用
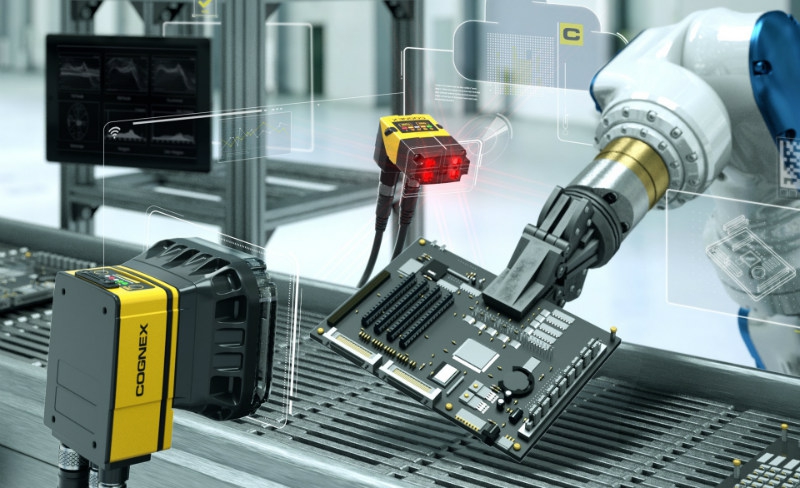
计算机视觉是指使用一个或多个摄像头自动检查和分析物体,通常在工业或制造环境中使用。然后,生成的数据可用于控制流程或生产活动。
该技术通过为机器提供它们为每项任务做出正确决策所需的信息来自动执行广泛的任务。
在工业中使用人工视觉可以实现生产过程的自动化,通过在每个阶段使用质量控制和更大的灵活性来实现更好的生产结果。
目前,工业人工视觉的使用已经显着改善了生产流程。这使得以更低的成本获得更高质量的产品成为可能,几乎适用于所有工业领域,从汽车和食品到电子和物流。
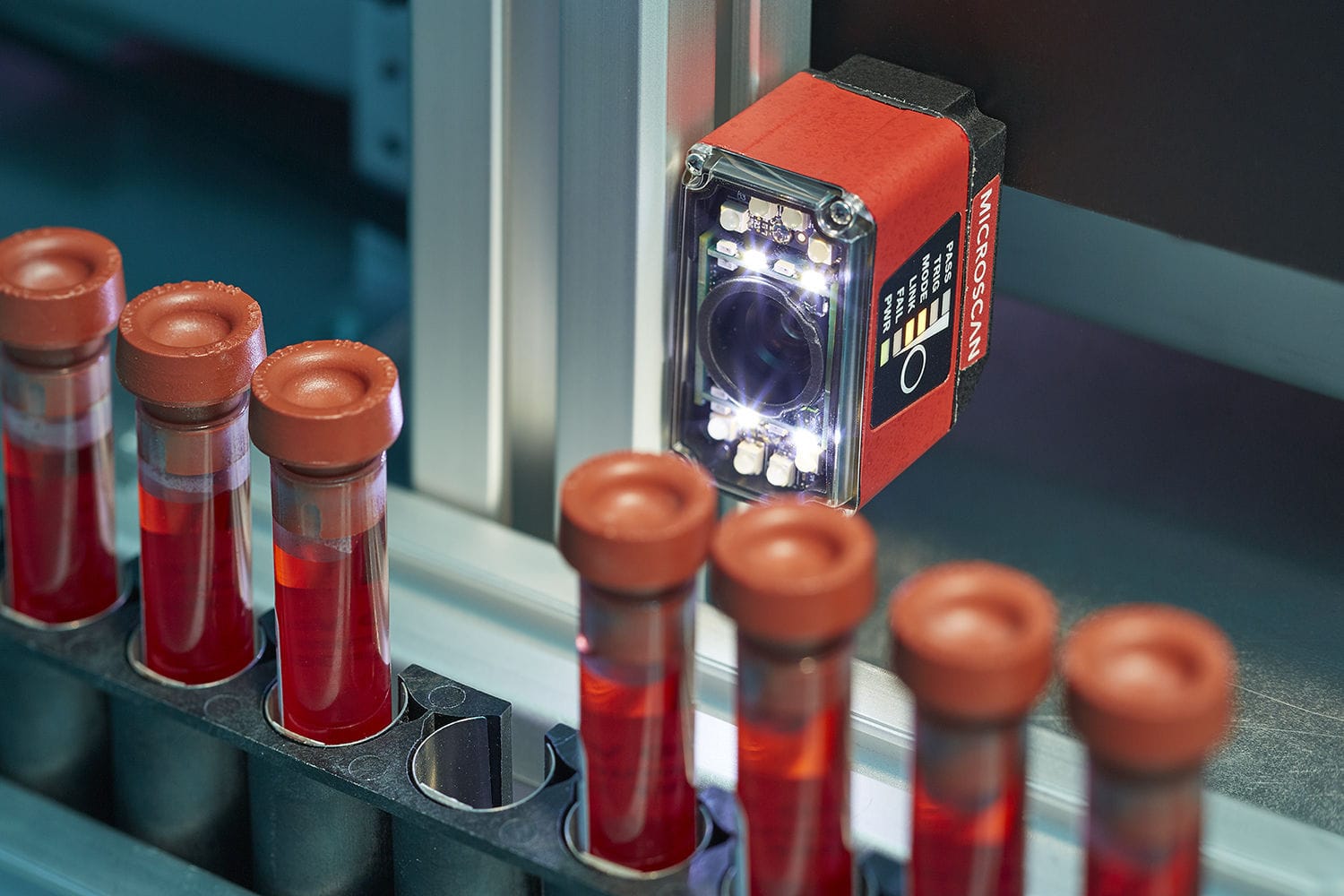
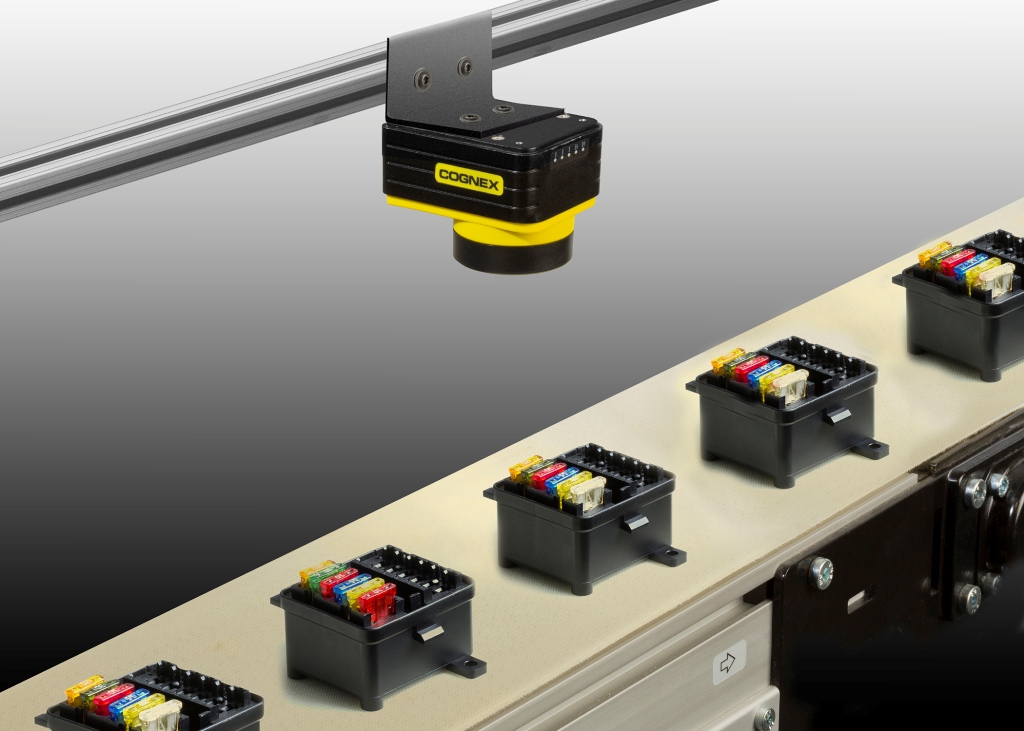
典型的用途是装配线,其中在对拍摄和处理图像的零件执行操作后触发相机。可以对相机进行编程,以检查特定物体的位置、颜色、大小或形状,以及物体的存在。
机器视觉还可以搜索和解码标准二维矩阵条码,甚至可以读取印刷字符。检查产品后,通常会产生一个信号,决定下一步如何处理该产品。零件可以放入容器中,传送到分支输送机,或传递到其他装配操作,并在系统中跟踪检查结果。
无论如何,计算机视觉系统可以提供比物体更多的信息 简单的位置传感器.
例如,计算机视觉通常用于:
- 质量保证,
- 机器人(机器)的控制,
- 测试和校准,
- 实时过程控制,
- 数据采集,
- 机器监控,
- 排序和计数。
许多制造商使用自动化计算机视觉代替检查人员,因为它更适合重复检查。它更快、更客观并且全天候工作。
计算机视觉系统每分钟可以检查数百或数千个零件,并提供比人类更一致和可靠的检查结果。通过减少缺陷、增加收入、促进合规性和使用计算机视觉跟踪零件,制造商可以节省资金并提高盈利能力。
机器视觉的工作原理
离散光电管是工业自动化领域中最简单的传感器之一。我们称它为“离散”或数字的原因是因为它只有两种状态:开或关。
分立光电管(光学传感器)的工作原理是传输光束并确定光是否被物体反射。如果没有物体,则光不会反射到光电管接收器中。将电信号(通常为 24 V)连接到接收器。
如果物体存在,信号就会打开,并且可以在控制系统中用于执行操作。当删除对象时,信号再次关闭。
这种传感器也可以是模拟的。而不是两个状态,即关闭和打开,它可以返回一个值,指示有多少光返回到其接收器。它可以返回 256 个值,从 0(表示没有光)到 255(表示很多光)。
想象一下,成千上万个微型模拟光电管排列成正方形或矩形阵列,对准一个物体。这将根据传感器指向的位置的反射率创建物体的黑白图像。这些图像中的单个扫描点称为“像素”。
当然,没有使用数以千计的微型光电传感器来创建图像。相反,镜头将图像聚焦到光检测器的半导体阵列上。
该矩阵使用光敏半导体器件阵列,例如 CCD(电荷耦合器件)或 CMOS(互补金属氧化物半导体)。该矩阵中的各个传感器是像素。
计算机视觉系统的四个主要组成部分
计算机视觉系统的四个主要组成部分是:
- 镜头和照明;
- 图像传感器或相机;
- 处理器;
- 一种传输结果的方法,无论是通过物理输入/输出 (I/O) 连接还是其他通信方法。
计算机视觉可以使用彩色像素扫描,并且通常使用更大的像素阵列。将软件工具应用于捕获的图像,以确定元素的大小、边缘定位、运动和元素彼此的相对位置。
镜头捕获图像并将其以光的形式传输到传感器。为了优化计算机视觉系统,相机必须与合适的镜头配对。
虽然镜头的种类很多,但固定焦距镜头通常用于计算机视觉应用。选择时三个因素很重要:视野、工作距离、相机传感器尺寸。
照明可以以多种方式应用于图像。光的来源方向、亮度以及与目标颜色相比的颜色或波长是设计计算机视觉环境时需要考虑的非常重要的因素。
虽然照明是获得优质图像的重要部分,但还有两个其他因素会影响图像接收到的光量。镜头包括一个称为光圈的设置,它可以打开或关闭以允许更多或更少的光线进入镜头。
结合曝光时间,这决定了在应用任何照明之前撞击像素阵列的光量。快门速度或曝光时间决定了图像投射到像素矩阵上的时间。
在计算机视觉中,快门是电子控制的,通常精度为毫秒。捕获图像后,应用软件工具。有些在分析(预处理)之前使用,有些则用于确定所研究对象的属性。
在预处理过程中,您可以对图像应用效果以锐化边缘、增加对比度或填充间隙。这些任务的目的是提高其他软件工具的能力。
人工视觉是一种模仿人类视觉并允许您接收、处理和解释在生产过程中获得的图像的技术。人工视觉机器分析和解码在生产过程中收到的信息,以通过自动化过程以最方便的方式做出决策和行动。这些图像的处理是使用与机器相关的软件进行的,并且根据获得的数据,可以继续处理并识别装配线上可能存在的错误。
计算机视觉的目标
以下是一些可用于获取目标信息的常用工具:
- 像素数:显示对象中亮像素或暗像素的数量。
- 边缘检测:找到对象的边缘。
- 测量(metrology):测量物体的尺寸(例如以毫米为单位)。
- 模式识别或模式匹配:搜索、匹配或计算特定模式。这可以包括检测可以旋转的对象、被另一个对象部分隐藏或具有其他对象的对象。
- 光学字符识别 (OCR):自动读取序列号等文本。
- 条形码、数据矩阵和二维条形码读取:收集各种条形码标准中包含的数据。
- 斑点检测:检查图像中是否有相互连接的像素块(例如灰色物体中的黑洞)作为图像的参考点。
- 颜色分析:通过颜色识别零件、产品和物体,通过颜色评估质量和突出元素。
获取检测数据的目的往往是用它来与目标值进行比较,以确定通过/未通过或进行/不进行。
例如,当扫描代码或条形码时,将结果值与存储的目标值进行比较。在测量的情况下,将测量值与正确值和公差进行比较。
检查字母数字代码时,会将 OCR 文本值与正确值或目标值进行比较。要检查表面缺陷,可以将缺陷尺寸与质量标准允许的最大尺寸进行比较。
质量控制
机器视觉在工业中具有巨大的潜力。这些人工视觉系统已被使用 在机器人技术中, 使我们能够为生产的不同阶段提供自动化解决方案,例如质量控制或缺陷产品检测。
质量控制是一套方法和工具,使我们能够识别生产过程中的错误,并采取适当的措施来消除它们。这为最终产品提供了更全面的控制,确保它到达消费者手中时符合特定和既定的质量标准。
通过这种方式,不符合最低质量要求的产品将被排除在流程之外,从而消除生产过程中可能出现的中断,这是通过持续进行检查和随机测试来实现的。
在生产中使用质量控制有许多优点:
- 提高生产率;
- 减少材料损失;
- 价格下降;
- 最终产品的最佳质量。
计算机视觉中的通信
一旦被处理器和软件接收到,该信息就可以通过各种行业标准通信协议传输到控制系统。
主要的计算机视觉系统通常支持 EtherNet/IP、Profinet 和 Modbus TCP。 RS232 和 RS485 串行协议也很常见。
数字 I/O 通常内置于驱动系统中并简化结果报告。计算机视觉通信标准也可用。
结论
人工视觉系统的应用范围很广,可以适应不同的行业和每条生产线的不同需求。如今,任何按照特定标准生产产品的公司都可以利用计算机视觉作为其制造过程的一部分。
了解人工视觉系统的物理原理和功能有助于确定此类技术是否适用于特定情况下的制造过程。一般来说,无论人眼能看到什么,相机都能看到(有时更多,有时更少),但解码和传输这些信息可能相当复杂。