图表上电气设备运行的循环图
 有关金属切削机床和设备的块和各个设备的操作原理的更完整信息,电路原理图通常补充有循环图。
有关金属切削机床和设备的块和各个设备的操作原理的更完整信息,电路原理图通常补充有循环图。
Cyclogram — 循环图,循环过程的图形表示。
电气设备操作的循环图(战术图)旨在解释和确定电动机和控制设备的包含顺序和持续时间。它们对于阐明和确定电动机和控制设备在机制循环中的顺序和持续时间是必要的。
对于具有自动工作循环和大量控制设备的机制来说,重要的是要有循环图。通常,圆图显示运动开关、压力开关、电磁铁和其他命令和执行设备或电动机。
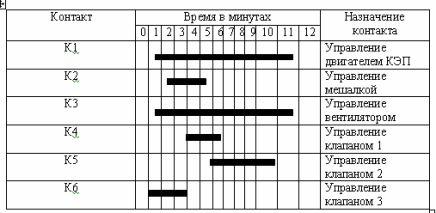
米。 1. 循环图示例
绘制圈图有两种主要方法——表格和图形。表格法通常用于解释液压或气电控制元件的操作。
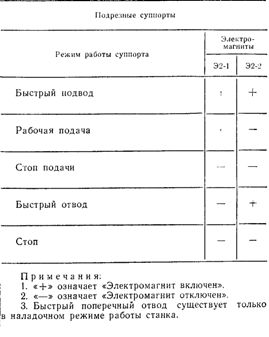
按照表格法编制圈图时,必须遵守以下约定:
a) «+» 符号表示设备的强制状态。
这种情况对应于压下的限位开关销、电磁阀芯活塞或通电的电磁阀。
自恢复设备只有在输入电源(信号)施加于它们时才会处于强制状态;
b) 符号“-”用于表示设备的自由状态,对应断开的电磁铁、断电的行程开关、液压活塞或气动弹簧;
c) 如果控制元件有两个以上的稳定状态,圆图补充有字母符号:H——卷线器的下部位置,B——上部; L——左; P——右; C — 平均值等
在图。图 2 显示了如何为车床的滑块(复制和标记)制作圆图。
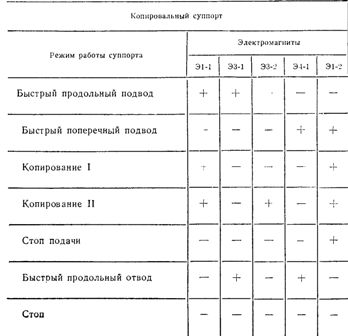
米。 2. 液压电驱动运行循环图
与绘制循环图的表格方法不同,图形方法不仅可以确定水电和气动和指挥设备的状况,还可以确定机构中包含的所有类型的机构的状况和操作,必须设计的电气设备。这样的循环图应该是直观的、易于绘制的和易读的,并且还应该充分表征生产机制的所有组件的操作。
在设计中,最常使用循环图“在路上”、时间循环图和机制操作顺序的顺序图。
循环图类型的选择取决于设计对象循环的复杂程度。
“在路上”的循环图是最简单的,它们仅考虑机制的各种动作循环的技术转变以及指定命令和执行设备的必要位置的放置。该循环图提供了机器性能的准确表示。
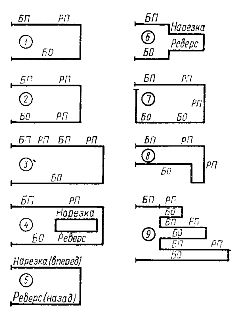
米。 3. 机床“在路上”时序最简图:BP——快速逼近:RP——工作进给,BO——快速收割,1——9——羊群技术转换。
加载设备和笔的“沿途”工作循环图允许评估并行过程的进度和命令设备的状态,以确保开始执行相应开关的机制和执行设备的工作装载装置。
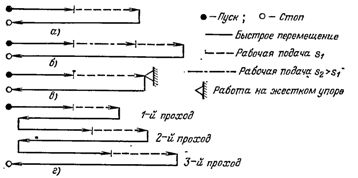
米。 4.模块化金属切削机床动力头运动循环图。
圆图的解释:
带有切削刀具的进给头首先快速接近工件,然后运动速度降低并获得工作进给。加工完成后,加工头迅速返回原位(a)。当使用组合刀具加工螺栓孔时,首先使用正常工作进给 s2 钻孔(或攻丝),然后自动过渡到较低的进给,在其中进行埋头孔。这种情况下头部运动的循环图如图 1 所示。 4、乙。
为了在工作行程结束时抵消钻孔附近的端面,工具在没有进给的情况下旋转 - 在硬停止上工作(图 4,c)。进给头停靠在安装在固定支架上的特殊螺钉上。液压系统中的油压升高,经过压力开关设置确定的时间延迟后,头部返回其原始位置。
钻深孔时,定期将钻头拉离工件,以清除切屑并冷却。本例对应的动力头运动周期如图 3 所示。 4、d.钻孔结束时,带工具的机头返回原位。
涉及大量电气设备或机器的复杂循环以时间循环图的形式描绘,以秒(或分钟)为单位显示技术转换和生产机制的各个单元的操作。
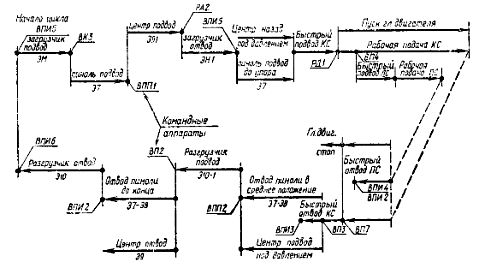
米。 5. 机器笔中加载装置“在途”工作的循环图