焊接变压器的分类及装置
 焊接变压器包含 电源变压器 和焊接电流控制装置。
焊接变压器包含 电源变压器 和焊接电流控制装置。
在焊接变压器中,由于需要较大的电压和电流相移以保证交流电弧在极性反接时稳定引燃,因此需要增加次级回路的感性电阻。
随着感应电阻的增大,焊接电弧电源在其工作段的外静特性斜率也随之增大,保证了下降特性符合“电源-电弧”整体稳定性的要求。 ”系统。
 在 20 世纪上半叶的焊接变压器设计中,采用正常耗散磁场的变压器与单独或组合的扼流圈组合使用。通过改变电感器磁路中的气隙来控制电流。
在 20 世纪上半叶的焊接变压器设计中,采用正常耗散磁场的变压器与单独或组合的扼流圈组合使用。通过改变电感器磁路中的气隙来控制电流。
在自 1960 年代以来生产的现代焊接变压器中,这些要求是通过增加磁场耗散来满足的。
作为对象的变压器 电气工程 具有包含有源电阻和感性电阻的等效电路。
对于工作在负载模式下的焊接变压器,其功耗比空载损耗大一个数量级,因此,在负载工作时,该方案可以忽略不计。
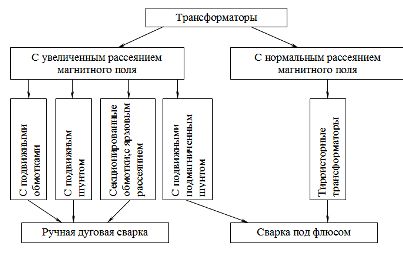
米。一、焊接变压器的分类
对于典型的变压器电路,从初级绕组到次级绕组的路径上的主要磁场损耗发生在磁路的铁心之间。
通过改变初级和次级绕组(移动线圈、移动分流器)之间气隙的几何形状,通过协调改变初级和次级绕组的匝数,通过改变磁性来控制磁场的耗散磁路芯之间的磁导率(磁化分流器)。
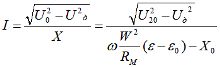
考虑带有分布式绕组的变压器的简化图时,可以获得电感电阻对变压器主要参数的依赖性
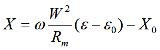
Rm是杂散磁通路径上的电阻,ε是线圈的相对位移,W是线圈的匝数。
那么次级电路中的电流:
现代焊接变压器无级变程:1:3; 1:4。
许多焊接变压器都有步进控制——将初级和次级绕组切换为并联或串联。
我 = K / W2
现代焊接变压器减少了大电流级的重量和成本,开路电压也降低了。
带可动线圈的焊接变压器
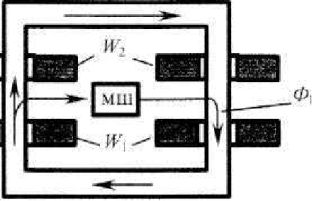
米。 2、活动绕组焊接变压器装置:当绕组完全偏移时,焊接电流最大,当绕组分开时,焊接电流最小。
该方案也用于焊接可调变压器的整流器。
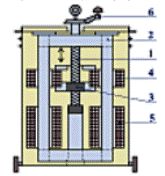
米。 3、活动绕组变压器的设计:1——丝杠,2——磁路,3——导螺母,4,5——次级和初级绕组,6——手柄。
移动并联变压器的焊接
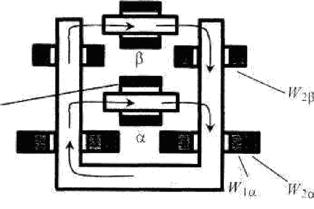
米。 4、带可动分流器的焊接变压器装置
在这种情况下,磁场漏磁通的调节是通过改变磁路的杆之间的磁路元件的长度和截面来完成的。因为 磁导率 铁比透气性大两个数量级;当磁分流器动作时,通过空气的漏电流的磁阻发生变化。对于完全插入的分流器,漏电流波形和电感电阻由磁路和分流器之间的气隙决定。
目前工业和民用都采用这种方案焊接变压器,在焊接可调变压器的整流器时采用这种方案。

焊接变压器TDM500-S
分段绕组焊接变压器
这些是 60、70、80 年前生产的装配和家用变压器。
初级和次级绕组匝数的调节有几个阶段。
固定并联焊接变压器
米。 4、带固定分流器的焊接变压器装置
下降部分用于控制,即在饱和模式下分流核心操作。因为通过分流器的磁通量是可变的,所以选择工作点使其不会超出下降支路 磁导率.
随着磁路饱和度的增加,分流器的导磁率降低,相应地,漏电流、变压器的感性电阻增加,从而使焊接电流减小。
由于调节是电气的,因此可以远程控制电源。该电路的另一个优点是没有移动部件,因为电磁控制,这使得简化和促进电力变压器的设计成为可能。电磁力与电流的平方成正比,因此在高电流下,支撑运动部件会出现问题。这种类型的变压器产生于20世纪70、80年代。
晶闸管焊接变压器
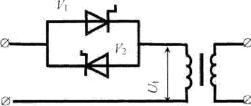
米。 5.装置晶闸管焊接变压器
稳压稳流原理 晶闸管 基于晶闸管空穴在其直接极性半周期内的相移。同时,整流电压的平均值和相应的半周期电流发生变化。
要对单相网络进行调节,需要两个反向连接的晶闸管,并且调节必须是对称的。晶闸管变压器具有刚性外部静态特性,该特性由使用晶闸管的输出电压控制。
晶闸管便于交流电路中的电压和电流调节,因为它们在极性反转时会自动关闭。
在直流电路中,通常使用带有电感的谐振电路来关闭晶闸管,这既困难又昂贵,并且限制了调节的可能性。
在晶闸管变压器电路中,晶闸管安装在初级绕组电路中有两个原因:
1、因为焊接电源的二次电流远高于晶闸管的最大电流(可达800A)。
2、效率更高,因为第一回路开阀的压降损失比工作电压小数倍。
此外,与在次级电路中安装晶闸管的情况相比,这种情况下变压器的电感提供了更大的整流电流平滑度。
所有现代焊接变压器都是用铝绕组制成的。为了可靠性,铜带在末端冷焊。
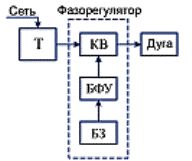
米。 6、晶闸管变压器框图:T——三相降压变压器,KV——切换阀(晶闸管),BFU——相控器,BZ——任务块。
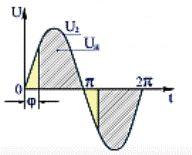
米。 7、电压图:φ-晶闸管导通角度(相位)。
自 20 世纪 80 年代以来,大部分焊接变压器都采用冷轧变压器铁制成。这提供了 1.5 倍的感应和更轻的磁路重量。