用于数控机床的电驱动器
 现代多功能金属切削机床和工业机器人配备了多电机电力驱动装置,可沿多个坐标轴移动执行机构(图 1)。
现代多功能金属切削机床和工业机器人配备了多电机电力驱动装置,可沿多个坐标轴移动执行机构(图 1)。
CNC 机器的操作控制是使用标准系统执行的,这些系统根据以数字形式定义的程序生成命令。构成可编程 CPU 核心的高性能微控制器和单片机的出现,使得在它们的帮助下可以自动执行许多几何和技术操作,以及对电驱动系统进行直接数字控制和电气自动化。
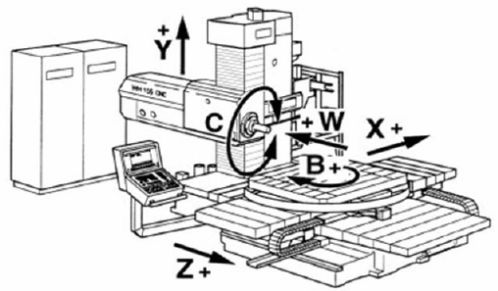
米。一、数控铣床传动系统
数控机床的电驱动器类型及其要求
切削金属的过程是靠被加工零件与切削刀具刀片的相互运动来进行的。电力驱动器是金属切削机床的一部分,旨在通过 CNC 系统执行和调节金属加工过程。
在加工过程中,通常将在刀具和工件的相互运动期间提供受控切削过程的主要运动,以及有助于设备自动操作的辅助运动(接近和撤回监控工具,更换工具和ETC。)。
主要包括主切削运动,它具有最高的速度和功率,它提供]必要的切削力,以及进给运动,这是使工作体以给定速度沿空间轨迹移动所必需的。为了获得具有给定形状的产品表面,机器的工作机构告诉工件和工具以设定的速度和力移动所需的轨迹。电力驱动器为工作体提供旋转和平移运动,这些运动的组合通过机器的运动学结构提供必要的相互位移。
金属加工机械的用途和类型在很大程度上取决于制造零件(主体、轴、圆盘)的形状。多功能机床产生加工过程中所需的刀具和工件运动的能力取决于坐标轴的数量,因此取决于互连的电驱动器的数量和控制系统的结构。
目前,驱动主要是在可靠的基础上进行的 变频调速交流电机由数字监管机构进行。使用典型的工业模块实现不同类型的电力驱动(图 2)。
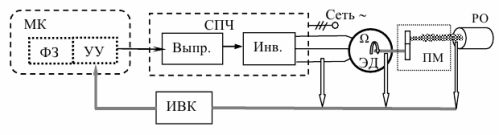
米。 2. 电力驱动的典型功能图
电驱动块的最小组成由以下功能块组成:
-
执行电动机(ED);
-
频率功率转换器 (HRC),将工业网络的电能转换为所需幅值和频率的三相电机电源电压;
-
执行控制单元 (CU) 和任务生成器 (FZ) 功能的微控制器 (MC)。
电源变频器的工业单元包含一个整流器和一个电源转换器,它们使用输出 PWM 开关的微处理器控制来生成具有必要参数的正弦电压,该电压由控制设备的信号确定。
用于控制电驱动器运行的算法由微控制器通过生成命令来实现,该命令是根据对任务生成器的信号和从信息计算复合体 (IVC) 接收的数据进行比较的结果,基于对以下数据的处理和分析:来自一组传感器的信号。
在大多数应用中,电动原动机驱动装置包含一个带有鼠笼式转子绕组的感应电动机和一个齿轮箱,作为旋转机械传动到机器主轴。齿轮箱通常设计为具有机电远程换档的齿轮箱。主运动的电力驱动在一定的转速下提供必要的切削力,因此调速的目的是保持恒定的功率。
转速控制的必要范围取决于加工产品的直径、材料和许多其他因素。在现代自动化数控机床中,主驱动执行与螺纹切削、不同直径零件加工等相关的复杂功能。这导致需要提供非常大范围的速度控制以及使用可逆驱动器。在多功能机中,所需的转速范围可以是数千甚至更高。
给料机也需要非常大的速度范围。因此,在轮廓铣削中,理论上您应该有一个无限的速度范围,因为最小值在某些点趋于零。加工区内工作体的快速运动往往也是由送料机完成的,这就大大增加了变速范围,使驱动控制系统复杂化。
在馈线中,使用同步电机和非接触式直流电机,在某些情况下还使用异步电机。以下基本要求适用于它们:
-
调速范围广;
-
最高速度;
-
高过载能力;
-
定位模式加减速性能高;
-
定位精度高。
在负载变化、环境温度、电源电压和许多其他原因变化的情况下,必须保证驱动特性的稳定性。合理的自适应自动控制系统的开发促进了这一点。

机器驱动的机械部分
驱动器的机械部分可以是一个复杂的运动学结构,包含许多以不同速度旋转的部件。通常区分以下元素:
-
产生扭矩(旋转或制动)的电动机转子;
-
机械传动,t,s。确定运动性质(旋转、平移)并改变运动速度(减速器)的系统;
-
将运动能量转化为有用功的工作体。
金属切削机床主运动的异步驱动跟踪
CNC 金属加工机床主要运动的现代可调电驱动主要基于带有笼式转子绕组的异步电机,这受到许多因素的促进,其中应注意基本信息库的改进和 电力电子.
交流电机模式的调节是通过使用功率转换器改变电源电压的频率来执行的,这与频率调节一起改变了其他参数。
跟踪电驱动器的特性在很大程度上取决于内置 ACS 的效率。高性能微控制器的使用为组织电力驱动控制系统提供了广泛的机会。
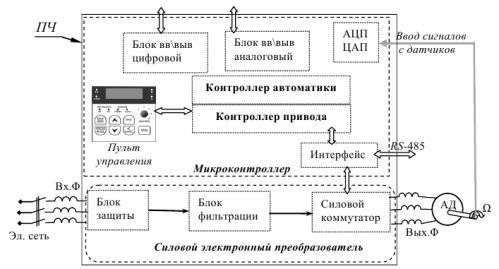
米。 3.采用变频器的感应电动机的典型控制结构
驱动控制器为调节电动机运行的电源开关生成数字序列。自动化控制器在启动和停止模式中提供必要的特性,以及设备的自动调节和保护。
计算系统的硬件部分还包括: - 模数和数模转换器,用于输入来自传感器的信号并控制它们的操作;
-
模拟和数字信号的输入和输出模块,配备接口设备和电缆连接器;
-
执行内部模块间数据传输和与外部设备通信的接口块。
开发商引入的大量变频器设置,考虑到特定电动机的详细数据,提供了一定的控制程序,其中可以注意到:
-
多级调速,
-
上限和下限频率,
-
扭矩限制,
-
通过向电机的其中一相提供直流电进行制动,
-
过载保护,但在过载和过热的情况下,提供省电模式。
基于非接触式直流电机的驱动
机床驱动对速度控制范围、控制特性和速度的线性度有很高的要求,因为它们决定了刀具和零件相对定位的精度,以及它们运动的速度。
动力驱动主要基于具有必要控制特性的直流电机,但与此同时,机械电刷集电器的存在可靠性低、维护复杂且电磁干扰高。
电力电子和数字计算技术的发展促成了它们在电力驱动中被非接触式直流电机所取代,这使得改善能量特性和提高机床可靠性成为可能。然而,由于控制系统的复杂性,非接触式电机相对昂贵。
但无刷电机的工作原理是一种直流电机,转子上有磁电电感器,定子上有电枢绕组。定子绕组的数量和转子磁体的极数根据电动机所需的特性来选择。增加它们有助于改善行驶和操控性,但会导致更复杂的发动机设计。
在驱动金属切削机械时,主要使用具有三个电枢绕组的结构,该结构以多个连接部分的形式制成,以及具有多对磁极的永磁体励磁系统(图 4)。
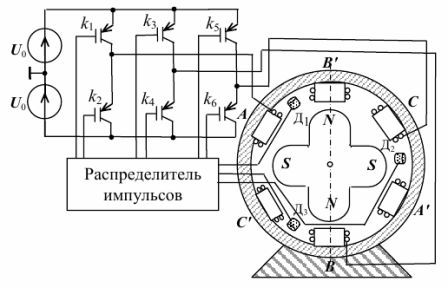
米。 4. 非接触式直流电机功能图
由于定子绕组中的电流和转子的永磁体中的电流所产生的磁通量的相互作用而形成转矩。通过以直流电提供给定子绕组的适当换向来确保电磁力矩的恒定方向。定子绕组与电源 U 的连接顺序通过功率半导体开关执行,当转子位置传感器提供电压时,功率半导体开关在来自脉冲分配器的信号作用下进行切换。
在规范非接触式直流电机电驱动运行模式的任务中,区分了以下相互关联的问题:
-
通过影响可用于测量的物理量来开发控制机电转换器的算法、方法和手段;
-
利用自动控制的理论和方法创建自动驱动控制系统。
基于步进电机的电液驱动
在现代机床中,联合电液驱动 (EGD) 是半常见的,其中来自电子 CNC 系统的离散电信号由同步电动机转换为轴旋转。电动机(EM)在CNC系统驱动控制器(CP)的信号作用下产生的扭矩,是通过机械传动(MP)连接到执行机构(IO)的液压放大器的输入值机床(图 5)。

米。 5. 电液驱动功能方案
通过输入变换 (VP) 和液压阀 (GR) 控制电动机转子的旋转会导致液压马达轴 (GM) 旋转。为了稳定液压放大器的参数,通常采用内部反馈。
在具有启停性质的运动或连续运动的机构的电力驱动中,步进电机(SM)得到了应用,它被归类为同步电机的一种。脉冲激励步进电机最适合用于 CNC 控制的直接数字控制。
转子在每个脉冲的特定旋转角度间歇(逐步)运动使得可以获得足够高的定位精度,并且速度变化范围非常大,几乎为零。
当您在电力驱动器中使用步进电机时,它由包含逻辑控制器和开关的设备控制(图 6)。

米。 6.步进电机控制装置
在n通道选择控制命令的作用下,CNC驱动控制器产生数字信号控制功率晶体管开关,按要求的顺序将直流电压连接到定子绕组。为了在一步中获得较小的角位移值α=π/p,将具有大量极对数p的永磁体放置在转子上。