间接式电阻炉的类型和设计
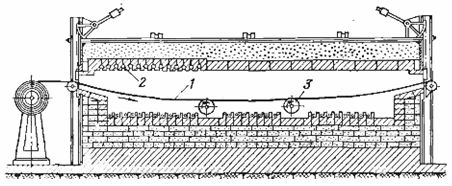
 装载和卸载加热产品的方法,以及将它们移动到电阻炉的方法在很大程度上决定了它们的设计和操作特性。在图。图 1 显示了电阻炉的主要类型,包括间歇式(单元式)和连续式(方法式),说明了其机械化方式的发展。
装载和卸载加热产品的方法,以及将它们移动到电阻炉的方法在很大程度上决定了它们的设计和操作特性。在图。图 1 显示了电阻炉的主要类型,包括间歇式(单元式)和连续式(方法式),说明了其机械化方式的发展。
编号I表示产品在加热过程中是静止的,只有装卸是机械化的间歇式炉的类型。
索引 1 指的是带有侧门的箱式烤箱,通常小物品通过侧门手动装入箱体。这是一款没有机械化的万能烤箱。
索引 2 — 带开口盖的竖炉。在这里,产品的装卸是通过炉子的顶部开口完成的,因此可以使用位于炉子上方的车间起重机或起重机进行机械化。可以手动(使用杠杆)或在起重机或起重机的帮助下,或最终在特殊的液压或机电机构的帮助下,将盖子提升和收回到侧面。
索引 3 对应于钟形炉。它的套件包括几个带衬里的支架,可以在吊车的帮助下安装带加热器的钟(钟)。使用取下盖子的桥式起重机(安装在另一个支架上)进行装卸。将引擎盖从一个支架移动到另一个支架也是使用桥的边缘完成的。
索引 4 — 台车箱式炉。这些烤箱设计用于加热无法手动装载的大型物品。炉膛本身立在柱子(或地基)上,底部是一个带衬里的小车,借助绞车或位于其上的驱动器(自行式),可以从炉子下方在轨道上移动。推车的装卸是用桥式起重机完成的。
索引 5 标记电梯烤箱。炉膛立在高高的柱子上,其底部可以升入炉内,也可以使用液压升降机将负载降下。在较低的位置,炉底成为轨道上的滚轮,可以在桥式吊车下的车间从炉下装卸。炉子设计 2、3 和 5 可以密封并在特殊气氛或真空中操作。
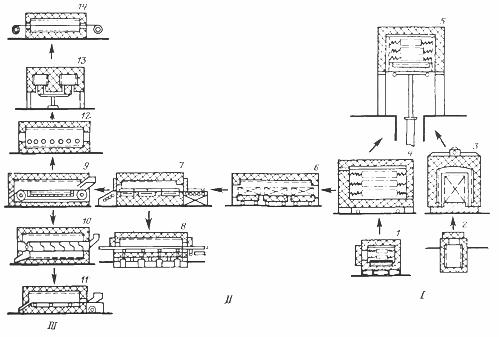
米。一、鞍式炉和间歇式炉的主要种类
在数字 II 和 III 中表示连续炉,其中加热的产品从炉子的一端移动到另一端,并且表示它们的数字 II 炉,其中产品的移动周期性地进行,并且如图所示III 表示熔炉,这种运动在其中不断发生。
索引 6 — 隧道炉,其中产品放置在堆叠的推车上,通过隧道形炉腔。一段时间后,所有小车移动的长度等于一个小车的长度,其中一个离开卸载炉,而另一辆装载的小车从炉的另一端进入其腔室。
索引7为挤压烘箱,装载台上安装耐热产品托盘(右)。炉子两端的门定期打开,推动器(液压或机电)将托盘推入炉子,迫使位于炉膛耐火导轨上的整排托盘移动。在这种情况下,最左边的托盘从烤箱中出来,然后门关闭。
索引 8 标记了用于步行壁炉的炉子。在炉子的底部,根据其长度,安装了耐热梁,通过驱动装置,它们可以进行往复运动。在这种情况下,从炉子的装载端移动之前的横梁从炉子底部、下部的凹槽中被抬起并沿着炉子移动它们。在横梁的反向运动下降到底部的凹槽中之前,产品位于底部并且不参与横梁的返回运动。这样,产品周期性地、逐步地从装载端到卸载端移动通过炉子。
传送带烤箱的索引 9。在炉膛中,链式输送机在两个轴上伸展,其网眼由编织网或冲压或铸造链节组成。当驱动轴(在卸料侧)旋转时,输送机平稳移动,并在窑的装载(右)端携带装载到其上的产品。输送机的结构可能非常不同。
指数 10 指回转窑。螺杆位于炉膛内——一个带有阿基米德螺线的耐热滚筒。随着转鼓的旋转,产品滚入转鼓,逐渐从装料端移动到卸料端。
索引11显示了带有炉体的脉动炉。在腔室的底部,烤箱位于槽形的辊式耐热炉床上,炉子的加热端(右侧)布置有加热部件。在偏心驱动的帮助下,吊舱进行往复运动,其向后运动(朝向装载)是平稳的,而向卸载它是锋利的,在减震器上的弹簧的作用下。因此,产品在向后运动时遵循与下方相同的路径,而在向前运动时,它们通过冲击动量相对于炉床向前滑动。结果,产品以脉冲方式从炉子的装料端逐渐移动到出料端。
索引 12 表示带有辊道的熔炉。耐热滚筒安装在腔室底部,它们逆时针缓慢旋转。正因为如此,放置在右侧滚筒上的产品(与前面三种炉子不同,这种炉子是为加热大型产品而设计的)沿着炉子逐渐输送到它的出料端。
索引 13 指回转窑。它本质上是一个缠绕在环上的传送带烤箱。环形旋转炉床使放置在其上的产品通过装料门(在图中未显示的侧壁中)在炉内完成一个完整的循环,到达位于装料门旁边的卸料门。
Index 14 用于加热线材或钢带的拉丝炉。在炉子的末端是鼓,在它们之间拉伸金属丝或胶带。当线轴从其中一个旋转时,胶带(或电线)缠绕并缠绕在另一个上。

低温炉设计
低温炉不能高效,因为自然对流传热系数低。可通过在炉顶或柜顶安装抽风机,引入人工循环加强该过程,为减少加热空气的热耗,可循环组织。在这种情况下,风扇将炉膛上部的空气吸入,沿着侧面的隔热通道将其从炉膛下部吹出。
如果需要干燥产品并因此去除加热部件中蒸发的水分,则组织混合循环,其中一部分空气被风扇从机柜吸入,另一部分从房间吸入(图 1)。 2).这类烘箱和烘干机对产品的最高加热温度通常不超过200—300℃。
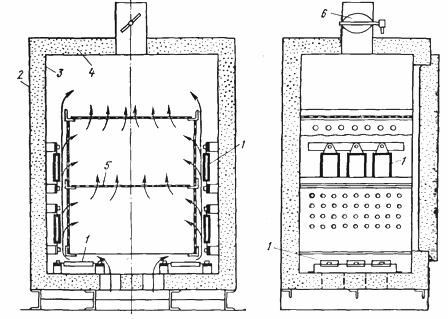
米。 2、自然循环烘箱:1——加热元件,2——外框,3——内框,4——保温,5——零件架,6——风门调节。
用于加热层状小型金属制品或长形制品的闭环炉的设计如图 1 所示。 3.
米。 3.带强制循环气氛和电加热器的箱式炉
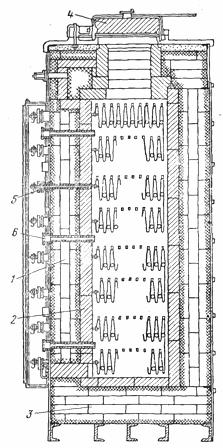
它是一种用于钢制品回火的竖炉,将带有网格或穿孔底部的耐热材料篮子插入并装满要加热的产品。
加热器位于烤箱侧面,篮子周围,但通过耐热屏与篮子隔开,以防止直接辐射和与篮子壁相邻的产品相关的过热。在底部,烤箱配备了一个风扇,驱动加热的空气通过篮子。然后,该空气径向偏转进入篮子和炉壁之间的环形空间并被加热,清洗加热器。
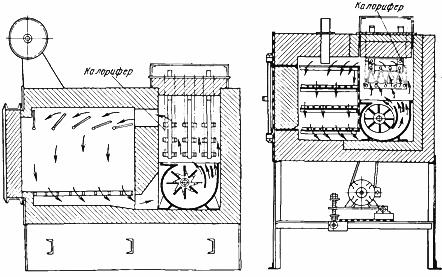
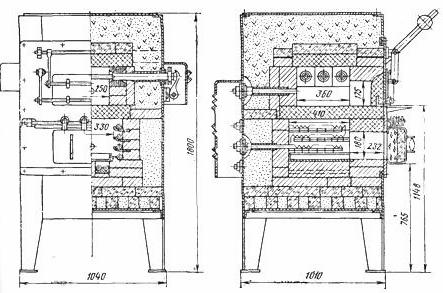
在图。图 4 显示了用于在 400°C 的温度下干燥焊接电极的烘箱。炉功率为 210 kW,将电极放置在手推车、框架上,并借助液压推杆和拉杆将其引导通过烘箱。炉子有一个内部风扇 6 以及外部风扇 10。
加热器位于炉子的侧壁上。因此,在该烤箱中,气流垂直于产品的运动线。这种炉子可以建多区。
米。 4、电动推杆烘箱:1—推杆,2—推车,3—工作台,4—电极放置架,5—加热室,6—炉风机,7—风道,8—挖泥机,9—液压升降门驱动器,10 — 外部风扇
中温炉设计
用于热处理的中温炉极为多样。最简单同时也是通用的炉子是箱式炉(图 5)。它由一个带有防火内衬和隔热材料的矩形腔室组成,上面覆盖着屋顶并放置在金属外壳中。
炉子通过前壁上的开口装卸,门上盖着。加热器位于炉膛和炉子的侧壁上,很少在炉顶上。在非常大的烤箱中,加热器位于烤箱背面和门上,以确保烤箱室内的温度分布更均匀。底部加热器通常覆盖有耐火板,加热的产品放置在耐火板上。
通常,箱式炉的门是由升降式制成的,在手动或脚踏驱动的小型烘箱中(在脚踏驱动下,工人的手保持自由),在较大的烘箱中 - 机电式。在第二种情况下,限位开关安装在门的上下位置,在终端位置关闭电动机。
米。 5、带金属加热器和火焰幕的箱式电炉:1——炉门,2——炉门升降机构,3——加热器出口,4——外壳,5——炉衬,6——侧加热器,7——炉顶加热器, 8——炉膛,9——加热器,10——火幕装置。
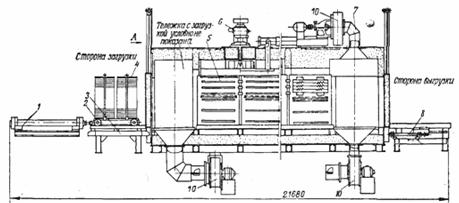
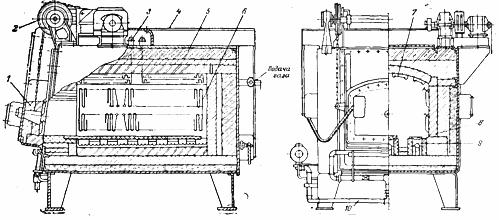
台车式箱式炉用于无法手动装入炉内的大型零件的退火或其他热处理,它们是一种没有底部的炉膛,通常没有立柱的前壁(图1)。6) 和滚轮上的小车,炉床和炉子的前壁安装在滚子上,在电力驱动或机电绞车的帮助下在轨道上移动。小车从烤箱下方开始,用起重机将零件装载到上面,然后移动到腔室下方,烤箱打开加热。
米。 6、台车床式箱式炉:1——加热器,2——耐火砌体,3——保温,4——热电偶,5——抽屉,6——门,7——笼架
退火循环结束后,小车再次离开炉子并被卸载。炉子加热器通常位于侧面、后壁和前壁以及炉膛内,有时还可以沿拱顶提供更均匀的加热。底部和前壁加热器由柔性电缆或刀片触点供电。这种炉子只有在装料量大时才经济,容量达到 100 吨以上,容量为 3000 — 5000 千瓦。
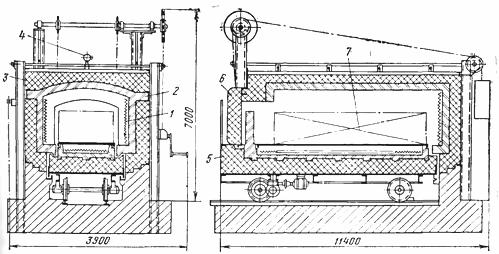
第二大类间歇式炉是竖炉。它们制成圆形、方形或矩形轴的形式,顶部开口并盖有盖子(图 7)。
米。 7、竖井电炉:1——加热器,2——耐火砌筑,3——保温,4——炉盖,5——加热器出口,6——热电偶。
竖炉的加热器通常安装在侧壁上(底部加热器很少安装,扁平矩形炉更是如此)。有时在设计用于加热空心圆柱形炉料(线束、锡卷)的圆形炉中,此外,垂直中央加热器沿轴线定位。当将物品放入烤箱或物品篮中或从烤箱中取出时,特殊的耐热导轨可保护加热器免受损坏。
竖炉有时做得很深,用于热处理竖井和管道(10 m 或更深),具有多个加热区,以确保沿高度均匀加热。同时,一批管材在炉外被收集起来,固定在一个特殊的吊架上,然后通过起重机降入炉内。
这些炉子不如箱式炉灵活,但在某些情况下它们具有显着的优势。在车间使用传统的桥式起重机可以轻松地将重型产品装卸到熔炉中,如果没有,则可以使用起重机或滑车。它们占用的空间较小,因为它们通常埋在地下以方便维护。它们易于密封,因此通过为盖子创建沙、油或水密封来减少产品的氧化。
与炉门相比,由于它们更紧凑且炉盖密封性更好,因此这些炉子的损耗比箱式炉小,约为额定功率的 15% 至 25%。
有条不紊的炉子的结构主要取决于使用一种或另一种机制在炉子内移动加热的产品。因此,传送带烤箱有一个传送带——一个在两个轴之间伸展的环形网,其中一个轴由一个特殊的电机引导和驱动旋转。零件被手动或使用特殊的进料器放置在传送带上,并在传送带上从炉子的装载端移动到卸载端。
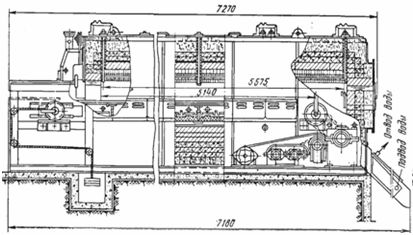
米。 8.电动输送淬火炉
传送带由编织镍铬合金网(用于最轻的部件)或冲压板和连接它们的杆制成,对于重型部件 - 冲压或铸造链节。在后一种情况下,输送机的驱动轴是带齿的并起到齿轮的作用,其齿位于链条的链节之间。
传送带可以与两个轴一起作为一个整体放置在炉腔中,在这种情况下,它一直被加热,因此积聚在其中的热量被储存起来。
这种设计的缺点是:两个输送机轴在高温区的运行条件非常困难,维修困难(可及性低)以及在输送机的热表面上装载零件不方便。这必须用水冷却轴,这会导致相当大的热损失。因此,输送机的末端及其下部分支经常从衬里上移除。自然地,在这种情况下,输送机接近冷却炉的装料端,因此由其积累的热量消失。这些热损失大于在封闭式输送机烤箱中使用冷却水的热损失。
传送带炉中的加热器主要位于炉顶和炉膛内,在传送带的上分支下方,很少位于炉膛的侧壁上。输送机炉仅用于将相对较小的部件加热至 900°C,因为在更高的温度下,输送机的机械负载部件的操作变得不可靠。
一个特殊的组包括所谓的拉伸炉,用于加热钢丝或钢带和有色金属。它们是一个带有加热器的腔室,一条或一束电线以高速(高达 0.5 m / s)从中通过(图九)。在拉伸炉中,加热非常均匀,热处理缺陷可以减少到零。
米。 9、拉伸带式炉:1——加热带,2——炉体加热器,3——托辊。
高温炉设计
最常见的是带有碳化硅加热器的熔炉组。碳化硅加热器的工作温度最高可达 1450 °C,因此带有碳化硅加热器的炉子覆盖了 1200 — 1400 °C 的范围。它们不同于具有至少三层的较厚衬里的中温炉子。
由于棒的电阻在加热过程中会发生显着变化,而且为了避免损坏,需要在较低的电压下相对缓慢地加热至 850°C,因此带有碳化硅加热器的高温炉配有控制变压器,可以改变电源电压至少以 2:1 的比例小幅调整。
这也是必要的,因为在操作过程中,棒会老化,增加它们的电阻,因此有必要增加提供给它的电压,以保持炉子的先前功率。
由于老化,个别杆会发生强度不同,因此不建议将它们串联,因为它们在加热过程中可能会发生不同的变化。另一方面,如果并联的其中一根杆出现故障,则无法更换新杆,因为其他杆的电阻已经增加,必须全部更换新杆,或者从旧杆上取下,已经工作的酒吧,每个都有适合这些条件的阻力。
米。 10.箱式高温炉。带有金属加热器的下室用于加热,带有碳化硅加热器的上室用于高温。