逆变焊机
 在过去十年中,基于逆变器原理工作的焊机的新设计引起了巨大兴趣和普及高峰,主要原因如下:
在过去十年中,基于逆变器原理工作的焊机的新设计引起了巨大兴趣和普及高峰,主要原因如下:
-
提高接缝质量;
-
由于包含热启动、电极防粘连和电弧燃烧的复杂功能,即使是新手焊工也可以操作;
-
最小化焊接设备的设计,确保其机动性;
-
与变压器相比,可显着节省能源。
由于微处理器技术的最新进展,在电极上产生焊接电弧的技术方法发生了变化,因此这些优势成为可能。
焊接逆变器怎么样
它们由来自普通电源插座的 220 V 50 Hz 电力供电。 (在三相网络中运行的设备使用类似的算法。)您应该注意的唯一限制是设备的功耗。不得超过电源保护装置的额定值和线路的导电性能。
照片中显示了用于从逆变器产生焊接电弧的五个工艺循环的顺序。
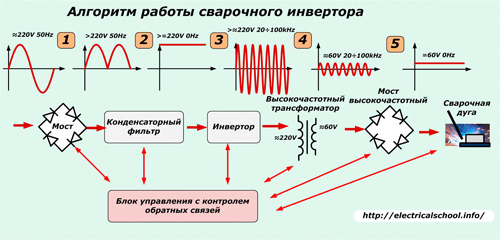
这些包括由以下人员执行的过程:
-
整流器;
-
冷凝器管路过滤器;
-
高频转换器;
-
高频电压降压变压器;
-
高频整流器;
-
控制方案。
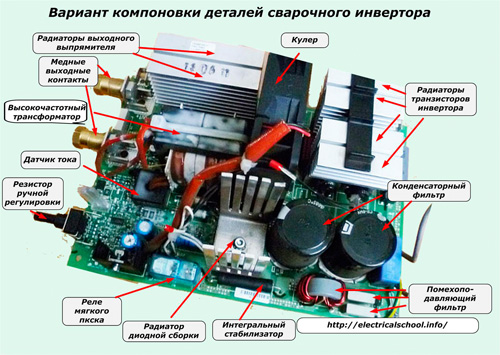
所有这些设备都位于盒子内的板上。取下盖子后,它们看起来就像图片中显示的那样。
电源电压整流器
它通过位于身体上的手动开关提供固定电网的交流电压。它通过二极管电桥转换为脉动值。焊接电弧的所有能量都通过该块的半导体元件。因此,它们的选择具有必要的电压和电流余量。
为了改善散热,二极管组件在工作期间会受到严重的热量,因此安装在冷却散热器上,这些散热器还由风扇提供的空气吹动。
二极管电桥加热由设置为热熔丝模式的温度传感器控制。作为保护元件,当二极管加热到 +90 °C 时,它会打开电源电路。
冷凝器管路过滤器
与产生纹波电压的整流器输出触点并联的是两个大功率电解电容,它们一起工作。它们可以消除纹波波动,并且始终选择带有电压裕量的产品。事实上,即使在正常过滤模式下,它也会增加 1.41 倍并达到 220 x 1.41 = 310 伏特。
因此,选择工作电压至少为 400 V 的电容器。根据最大焊接电流的功率计算每个结构的容量。单个电容器的范围通常为 470 微法拉或更多。
干涉滤光片
工作中的焊接逆变器转换的电能足以引起电磁噪声。通过这种方式,它会干扰连接到网络的其余电气设备。要在整流器输入端移除它们,请设置 感容滤波器.
其目的是消除来自工作电路的高频干扰到其他电力消费者的电力网络。
逆变器
直流电压到高频的转换可以根据不同的原理来完成。
在焊接逆变器中,最常见的有两种根据“斜桥”原理工作的电路:
-
半桥半桥脉冲变换器;
-
全桥脉冲转换器。
该图显示了第一个电路的实现。
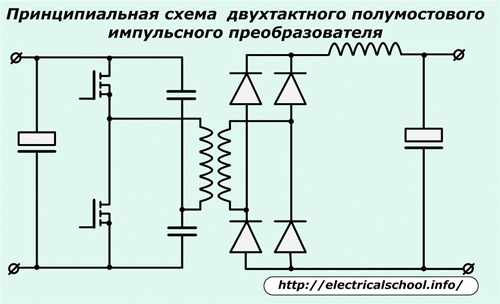
这里使用了两个功能强大的晶体管开关。它们可以组装在系列半导体器件上 MOSFET 或 IGBT.
级联 MOSFET 在低压逆变器中运行良好,也能很好地处理焊接负载。对于大容量快速充电/放电,他们需要一个具有反相信号控制的推动驱动器,以通过一个晶体管对电容器进行快速充电,并通过接地短路与另一个晶体管放电。
双极 IGBT 在焊接逆变器中越来越受欢迎。它们可以轻松传输高电压大功率,但需要更复杂的控制算法。
在中等价位的焊接逆变器结构中可以找到半桥脉冲转换器的方案。它具有良好的效率,它是可靠的,它形成了一个变压器 矩形脉冲 频率高达数十 kHz。
全桥脉冲转换器更复杂,它包括两个额外的晶体管。
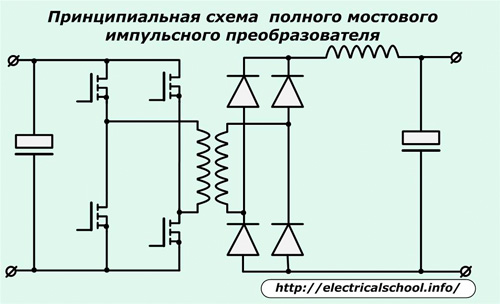
它充分利用了高频变压器的所有可能性,晶体管开关以两个组合斜桥的方式成对工作。
该电路用于最强大和最昂贵的焊接逆变器。
所有关键晶体管都安装在强大的散热器上以散热。此外,阻尼 RC 滤波器进一步保护它们免受可能的电压尖峰影响。
高频变压器
这是一种特殊的变压器结构,通常为铁氧体磁路,将逆变后的高频电压以最小的损耗降压至60-70伏左右的稳定引弧。
高达数百安培的大焊接电流在其次级绕组中流动。因此,在转换卷时。 / H 能量具有相对较低的电流值和次级绕组中的高电压,焊接电流形成时电压已经降低。
由于采用高频并过渡到铁氧体磁路,变压器本身的重量和尺寸显着减小,减少了因铁磁反转引起的功率损耗,提高了效率。
例如,老式设计的铁磁芯焊接变压器,提供160安培的焊接电流,重量约18公斤,而高频变压器(具有相同电气特性)略小于0.3公斤。
设备重量的优势以及相应的工作条件的优势是显而易见的。
电源输出整流器
它基于一个由特殊高速、超高速二极管组装而成的桥,能够响应高频电流——打开和关闭的恢复时间约为 50 纳秒。
传统的二极管无法完成这项任务。它们的瞬态持续时间大约相当于电流正弦谐波周期的一半,即大约 0.01 秒。因此,它们会迅速升温并燃烧。
功率二极管电桥与高压变压器的晶体管一样,放置在散热器上,并由阻尼 RC 电路保护免受电压尖峰的影响。
整流器的输出端子由厚铜接线片制成,用于将焊接电缆牢固地连接到电极电路。
控制方案的特点
焊接逆变器的所有操作均由处理器通过使用各种传感器进行反馈来控制和控制,这为连接各种金属提供了近乎理想的焊接电流参数。
由于精确定量的负载,焊接过程中的能量损失显着减少。
为了操作控制电路,从内部连接到 220 V 输入电路的电源提供恒定的稳定电压。这种张力旨在:
-
散热器和板的冷却风扇;
-
软启动继电器;
-
LED指示灯;
-
为微处理器和运算放大器供电。
软启动逆变器的继电器,从名字就可以看出来。它的工作原理如下:在打开逆变器的那一刻,网络滤波器的电解电容器开始快速充电。它们的充电电流非常高,会损坏整流二极管。
为防止这种情况,充电受到强大电阻器的限制,该电阻器具有有效电阻,可降低初始浪涌电流。当电容器充电且逆变器开始以设计模式运行时,软启动继电器激活并通过其常开触点操纵该电阻器,从而将其从稳定电路中移除。
几乎所有逆变器逻辑都包含在微处理器控制器内。它控制转换器强大晶体管的操作。
栅极和发射极功率晶体管的过压保护基于齐纳二极管的使用。
传感器连接到高频变压器的绕组电路 - 电流互感器,其次级电路发送与幅度和角度成比例的信号以进行逻辑处理。以此方式,控制焊接电流的强度以在逆变器的启动和操作期间影响它们。
为了控制设备电源整流器输入端的输入电压大小,连接了一个运算放大器微电路。它持续分析来自电压和电流保护的信号,确定需要阻止运行中的发电机并将逆变器与电源断开的紧急情况时刻。
电源电压的最大偏差由比较器控制。它在达到临界能量值时触发。其信号由逻辑元件顺序处理以关闭发电机和逆变器本身。
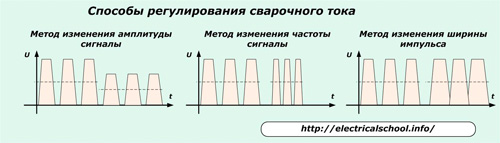
对于焊接电弧电流的手动调节,使用了调节电位器,其旋钮被引出至设备主体。改变其阻力允许使用其中一种控制方法,影响:
-
逆变器的振幅 in / h 电压;
-
高频脉冲的频率;
-
脉冲持续时间。
焊接逆变器的基本操作规则及故障原因
尊重复杂的电子设备始终是其长期可靠运行的关键。但是,不幸的是,并非所有用户都在实践中应用此规定。
焊接逆变器在生产车间、建筑工地工作,或由家庭工匠在个人车库或避暑别墅中使用。
在生产环境中,逆变器最常遭受箱内积尘的困扰。它的来源可以是任何工具或金属加工机器,加工金属、混凝土、花岗岩、砖块。这在与打磨机、瓦工、穿孔机打交道时尤其常见……
焊接过程中发生故障的下一个原因是经验不足的焊工在电子电路上产生了非标准负载。例如,如果您尝试使用低功率焊接逆变器切割坦克塔或铁路钢轨的正面装甲,则此类工作的结果是明确可预测的:IGBT 或 MOSFET 电子元件燃烧。
在控制电路内部,热继电器工作,防止逐渐增加的热负荷,但它没有时间对焊接电流的这种快速跳跃做出反应。
每个焊接逆变器都具有 «PV» 参数的特征 - 与停止暂停持续时间相比的开启持续时间,这在技术护照中有所指示。不遵循这些工厂建议会导致不可避免的崩溃。
当身体暴露于外部机械冲击或移动汽车框架的振动时,设备的粗心处理可以表示为运输不当或运输。
在员工中,有一些操作逆变器的情况有明显的故障迹象,需要立即排除,例如,将焊接电缆固定在外壳插座中的触点松动。将昂贵的设备交给不熟练和训练有素的人员通常也会导致事故。
在家里,电源电压下降经常发生,尤其是在车库合作社中,焊工没有注意这一点并试图更快地完成工作,从逆变器中“挤压”他有能力和无能力的一切......
冬季将昂贵的电子设备存放在暖气不足的车库甚至棚子中会导致空气中的冷凝水沉积在电路板上、触点氧化、轨道损坏和其他内部损坏。同样,这些设备在低于 -15 度或大气降水的低温下运行也会受到影响。
将逆变器转移到邻居处进行焊接工作并不总是以良好的结果告终。
然而,车间的综合统计显示,对于私人业主来说,焊接设备工作时间更长,效果更好。
设计缺陷
旧版本的焊接逆变器可靠性较低 焊接变压器......他们的现代设计,尤其是 IGBT 模块,已经具有可比较的参数。
在焊接过程中,外壳内部会产生大量热量。即使是中档型号,用于拆卸和冷却电路板和电子元件的系统效率也不是很高。因此,在运行过程中,需要观察中断,以降低内部零件和器件的温度。
与所有电子电路一样,逆变器设备会因高湿度和冷凝而失去功能。
尽管在设计中加入了噪声消除滤波器,但相当大的高频干扰仍会渗透到电源电路中。消除此问题的技术解决方案使设备变得非常复杂,从而导致所有设备价格急剧上涨。